Bearing Pipes
Pipes designed for bearing loads, offering high strength and durability.

Seamless high-temperature tubes and furnace tubes suitable for use in applications with temperatures above 500ºC (932ºF).
Seamless steel pipes and tubes are critical components in a variety of high-pressure applications, renowned for their strength, durability, and precision. These pipes are utilized in industries such as oil and gas, petrochemicals, power generation, and mechanical engineering where the transportation of fluids and gases under pressure is essential.
Seamless steel pipes and tubes are manufactured to meet stringent specifications to ensure they can withstand high pressures and temperatures. The ASTM International specifications list standard requirements for various types of steel tubes, including boiler and superheater tubes, general service tubes, and tubes for heat exchanger and condenser applications.
The manufacturing of seamless steel pipes and tubes involves a series of meticulous processes to ensure the final product's integrity and performance. The primary methods include hot rolling, cold drawing, and extrusion.
Hot rolling involves heating steel billets and forming them into tubes using rollers. This process is suitable for larger diameter pipes and enhances the grain structure of the steel, improving toughness and stress resistance.
In cold drawing, the steel is pulled through a die to reduce the tube's diameter and wall thickness, resulting in a smoother surface finish and higher precision. Cold drawing is ideal for applications requiring tighter tolerances.
Extrusion is used for manufacturing high-alloy steel tubes and special tubes like finned tubes. The process involves forcing the steel through a die to create the desired shape and size.
Seamless steel pipes and tubes are preferred in high-pressure applications due to their ability to withstand extreme conditions. They are used in:
For transporting crude oil, natural gas, and petroleum products under high pressure and over long distances.
To transport steam and other fluids at high temperatures and pressures in power generation systems.
As components in chemical processing and heat exchangers where resistance to corrosion and high temperatures is crucial.
In nuclear power plants, seamless steel pipes undergo extended testing procedures to ensure safety and reliability.
To ensure the quality and safety of seamless steel pipes and tubes, rigorous quality control measures are implemented, including hydrostatic testing, eddy-current examination, and ultrasonic examination.
Manufacturers obtain various certifications such as PED (Pressure Equipment Directive) certification and adherence to standards like TUEV AD 2000 W0/TRD 100 and AD 2000 W4, ensuring compliance with environmental, safety, health, and other regulatory requirements.
Seamless steel pipes and tubes are indispensable in numerous pressure applications due to their superior strength, corrosion resistance, and precision engineering. By adhering to strict manufacturing processes and quality control measures, these pipes and tubes ensure reliable performance in even the most demanding conditions.


| Execution | Norm | Steel grade |
|---|---|---|
| Welded | DIN 1626 | St.37.0 |
| Welded | DIN 1626 | St.52.2 |
| Seamless | DIN 1629 | St.37.0 |
| Seamless | DIN 1629 | St.52.2 |
| Seamless | DIN 17175 | St.35.8/1 |
| Seamless | ASTM A106* | Grade B |
| Seamless | ASTM A333* | Grade 6 |
| Execution | Norm | Steel grade |
|---|---|---|
| Welded | DIN EN 10217-1 | P235TR2 |
| Welded | DIN EN 10217-3 | P355N |
| Seamless | DIN EN 10216-1 | P235TR2 |
| Seamless | DIN EN 10216-3 | P355N |
| Seamless | DIN EN 10216-2 | P235GH |
| Seamless | DIN EN 10216-2 | P265GH |
| Seamless | DIN EN 10216-4 | P265NL |
* ASTM standards will remain valid and will not be replaced by Euronorms in the near future
DIN 1629 is the standard specifies the Seamless Circular Tubes of Non Alloys Steels with Special Quality Requirements.
DIN 1629 applications the overheated boilers, as minimum thickness ferrite and seamless steel pipes, and as heat exchangers via austenitic pipes.
This part of EN10216 may also be applied for tubes of non-circular cross section; necessary modification should be agreed a time of enquiry and order.
* Normalized is defined as: normalized (warm) rolled or standard annealing (at a min temperature of 930°C). This applies to allqualities designated by the letter ‘N’ in the new Euro Standards.

Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.
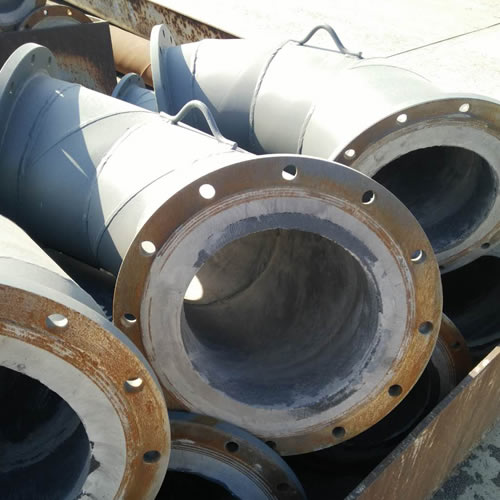
Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.