Single-layer pipe
Single-layer anti-corrosion epoxy powder pipe

The 3PE Coating Steel Pipe enjoys good impact resistance, abrasive resistance, shock resistance, acid resistance, high quality and long service life.
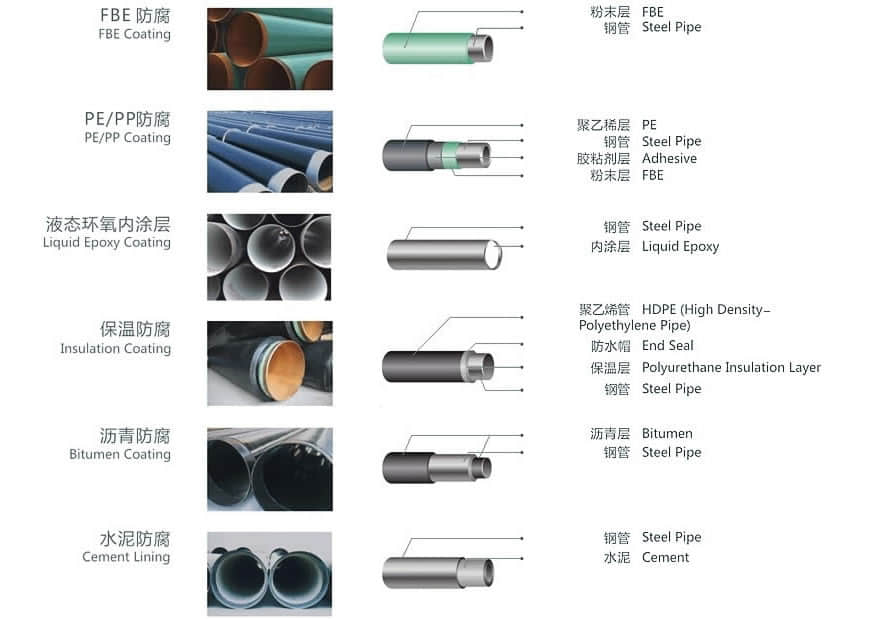
3-Layer Polyethylene (3LPE) is a multi-layer coating composed of three functional components: A high performance fusion Bonded Epoxy (FBE) primer, followed by a copolymer adhesive and an outer layer of and an outer layer of polyethylene to provide tough, durable protection. 3LPE systems provide excellent pipeline protection for small and large diameter pipelines operating at up to moderate to moderately high temperatures.
Download PDF





These pipes are widely used in industries like oil and gas, water supply, and chemical pipelines due to their exceptional durability and performance.
The 3PE coating provides excellent protection against corrosion, preventing rust and extending the lifespan of steel pipes, even in aggressive environments such as underground or underwater installations.
3PE pipes are highly durable and capable of withstanding mechanical stress, abrasion, and impact, making them suitable for a wide range of industrial applications, including those in harsh conditions. The coating provides extra protection against external forces during transportation, installation, and operation.
The polyethylene coating can handle temperatures from -40°C to +80°C, making 3PE pipes suitable for both low and high - temperature environments.
The 3PE coating provides resistance to a wide range of chemicals, including acids, alkalis, and other aggressive substances, making these pipes ideal for use in chemical and industrial applications.
3PE pipes are environmentally friendly and meet safety standards for the protection of natural resources. The coating prevents leaks and ensures that contaminants do not leak into the surrounding environment.
The pipes are easy to install and require minimal maintenance due to their durable, long - lasting coating. They are designed to reduce maintenance costs over time, offering a more cost - effective solution.
While offering superior protection, 3PE pipes are relatively affordable, providing long - term savings by reducing the need for frequent repairs and replacements.
3PE pipes can be used in a wide range of applications including water pipelines, oil and gas transportation, and chemical industry systems, offering versatility across various sectors.
The polyethylene coating provides excellent thermal insulation properties, helping to prevent heat loss during fluid transport. This is particularly useful in high - temperature applications, ensuring optimal energy efficiency.

3PE (Three-Layer Polyethylene) coating is an advanced anti-corrosion technology for steel pipes, comprising three layers:
3PE pipes are commonly used in industrial applications, including water supply, oil and gas pipelines, and chemical processes, due to their high corrosion resistance and durability. The coating is designed to withstand mechanical stress, environmental conditions, and corrosion, ensuring safe and long - lasting operation.
3PE pipes are highly resistant to mechanical stress, abrasion, and impact, making them ideal for harsh environments where physical damage is a concern. The coating provides extra protection against external forces during transportation, installation, and operation.






The three-layer coating of epoxy primer, polyethylene adhesive, and outer polyethylene layer ensures long-lasting protection for steel pipes in multiple applications.
Due to its superior properties, 3PE coated steel pipes are widely used in:
These pipes are ideal for transporting crude oil, natural gas, and petroleum products, where corrosion resistance is critical for long - term operation.
3PE pipes are often used in water supply systems, ensuring safe and efficient water transport without the risk of corrosion or contamination.
Their durability and corrosion resistance make them an excellent choice for sewage pipelines, which are exposed to harsh chemicals and moisture.
3PE pipes are ideal for underwater pipelines, where corrosion resistance is essential to protect the pipe from saltwater and marine organisms.
In industries such as chemicals, power plants, and refineries, 3PE pipes are used to transport chemicals and other hazardous materials.
3PE coated pipe is the most advanced technology for the pipe anticorrosion. It puts together the advantage of the 2PE coating pipe and FBE coating pipe while at the same time avoids their weaknesses. Each layer of the 3PE coated pipe has its unique function in the coating structure.
High sealing. It saves energy, reduces cost and protects the environment in long - term operation.
High corrosion resistance. The installation is simple and fast. The service life is up to 30 - 50 years.
Good corrosion resistance and impact resistance, low water absorption. The water absorption of PE at low temperature is less than 0.01%.
High - strength epoxy resin, along with the flexibility of PE absorber and hot - melt adhesive, provides high corrosion reliability.
3PE anti - corrosion steel pipe can have a service life extended for more than 50 years. This is because the 3PE coating has good stability and anti - aging properties under normal working temperature and pressure conditions.
The normal bare pipe will be corroded in the severe environment and its lifetime will be reduced, making the construction and maintenance cost very high. But due to every layer of the 3PE coating system has its good performance, the 3PE coated pipe can protect the pipe in the severe environment and extend its lifetime to 30 - 50 years or even longer. It can significantly reduce the construction and maintenance cost for the pipeline. At the same time, the 3PE coated pipe has favorable thermal insulation property; the thermal losses is just 25% of the traditional pipe, saving a lot of energy cost during operation. At last, the 3PE coated pipe can directly be laid underground or in the water, even directly in the frozen earth because of its good anticorrosion property and impact resistance property in the low temperature. There is no need to construct a ditch.
Watch our video to learn more about the production process and application cases of 3PE pipes.
"The 3PE pipes we purchased from this company are of high quality and have excellent corrosion resistance. We are very satisfied with the product." - John Doe
"The installation of the 3PE pipes was very easy, and the company provided us with professional technical support. We will definitely choose them again in the future." - Jane Smith
"The 3PE pipes have helped us save a lot of energy and maintenance costs. They are really a cost-effective solution." - Tom Brown


Some anti-corrosion methods include painting, covering, and electroplating.
Anti-corrosion coatings act as a barrier layer that prohibits or slows down the formation of corrosion on the underlying metal surface of the carbon steel pipe. By preventing external corrosion with the use of either single or multi-layer anti-corrosion coatings, it ensures precious natural resources and other products reach their destination safely and efficiently.
Anti-corrosion steel pipe is processed through the preservation process, which can effectively prevent or slow down the process in the transport and use of chemical or electrochemical corrosion reaction of steel pipe.
Steel surface treatment is mainly for anti - rust, and the following is the anti - rust process:
First step: Clean the steel surface using a cleaning solvent emulsion. This is to remove oil, grease, dust, lubricants, and similar organic matter. However, it cannot remove rust, oxides, or soldering agents on the steel surface.
Second step: Use rust - removing tools. You need to use a wire brush to remove loose or flaking oxides, rust, and slag. To achieve the desired rust - removing effect, the type of abrasive should be selected based on the original corrosion degree of the steel surface, the required surface roughness, and the coating. For an epoxy layer or two - or three - layer polyethylene coating, using a mixed abrasive of grit and steel shot for blasting is more likely to achieve the desired effect.
Third step: Perform pickling. Generally, chemical and electrolytic pickling are two methods. Using only chemical pickling can cause pipeline corrosion. Although chemical cleaning can achieve a certain level of surface cleanliness and roughness, it causes some environmental pollution.
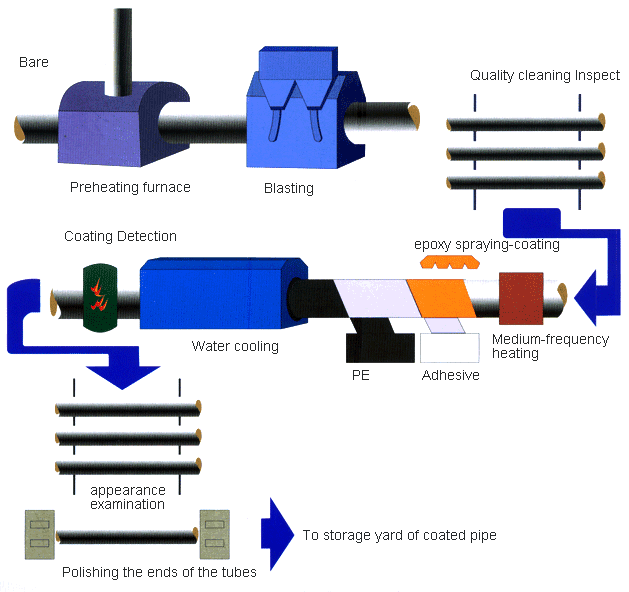
The three-layer PE (Polyethylene) and PP (Polypropylene) coating process is designed to enhance the corrosion resistance, durability, and mechanical strength of steel pipes.
Finally, emphasize the importance of surface treatment in production and strictly control the process parameters during anti - rust treatment.


When it comes to transporting precious natural resources or other essential products, the integrity of the pipes used plays a pivotal role. Carbon steel pipes, widely utilized in various industries, are susceptible to corrosion over time. This is where anti-corrosion coatings step in as the frontline defense, ensuring the longevity and reliability of the pipes.
Anti-corrosion steel pipe is processed through the preservation process, which can effectively prevent or slow down the process in the transport and use of chemical or electrochemical corrosion reaction of steel pipe.
Anti - corrosion coatings serve as a protective shield against the relentless forces of corrosion that can compromise the structural integrity of carbon steel pipes. These coatings act as a robust barrier layer, strategically designed to inhibit or significantly slow down the formation of corrosion on the metal surface.
In the realm of carbon steel pipes, the battle against corrosion is ongoing. Anti - corrosion coatings emerge as the frontline warriors, safeguarding the structural integrity of pipes and ensuring that resources and products reach their destinations without compromise.
To improve anticorrosion performance and adhesion, an additional layer of epoxy primer is sprayed onto pipe surfaces prior to the adhesive layer and Polyethylene top - layer application. Three Layer Polyethylene is suitable for service temperatures from 60°C to 80°C (85°C peaks). Typical coating thickness is from 1 - 2 mm to 3 - 5 mm.
If a wider service temperature range and high stiffness is required, adhesive and top layers, applied over the primer layer, are based on polypropylene instead of polyethylene. Three Layer Polypropylene is suitable for service temperatures up to 135 °C (140°C peaks). Typical coating thickness is from 1 - 2 mm to 3 - 5 mm.
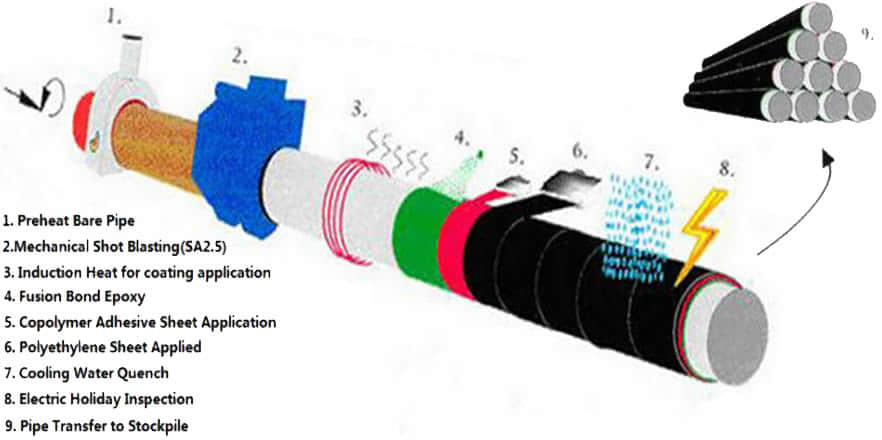
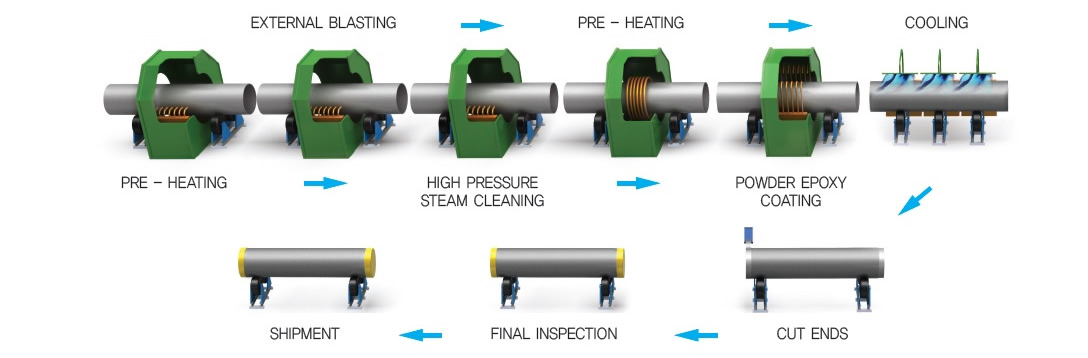
Three - Layer applications involve a thermoplastic coating applied to steel pipelines as a form of anticorrosion protection. This mechanical resistance is appropriate when the risk of particularly severe coating damages exists. The Three - Layer process involves several steps. First, the pipe surface is blast - cleaned to remove any external residue from the mill or storage. It is then heated and sprayed with a Fusion Bond Epoxy (FBE) primer followed by the application of an adhesive copolymer and polyolefin polymers that are wrap - extruded, one over the other.
Pipeline coating is the most consistent and successful solution for protecting ERW pipes from corrosion, from moisture, other harmful chemicals.
Therefore pipe anti-corrosion layer is an important barrier to prevent soil erosion. A well-known foreign scholar put forward" 3PE france protective layer", so far, anti-corrosion methods is widely used.
1. Increased Flow Capacity – A coating on pipes helps provide a smoother surface thus improving gas and liquid flow within pipes.
2. Reduced Cost – The pipeline coating increases the pipes durability so they can be deployed with minimum maintenance cost even in the harshest environments.
3. Lower energy usage – Various studies have shown that pipelines that are internally coated use less energy for pumping and compression of products through pipes. This helps in increased saving over time.
4. Clean delivery of products – The inhibitors used for the protection products can also be minimized by the use of coated pipes for delivery of products.
Thus, coating of pipelines can help you in reducing your maintenance cost and at the same time providing a corrosion free reliable protection.
The basic principles of urban gas pipeline coating selection:

Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.
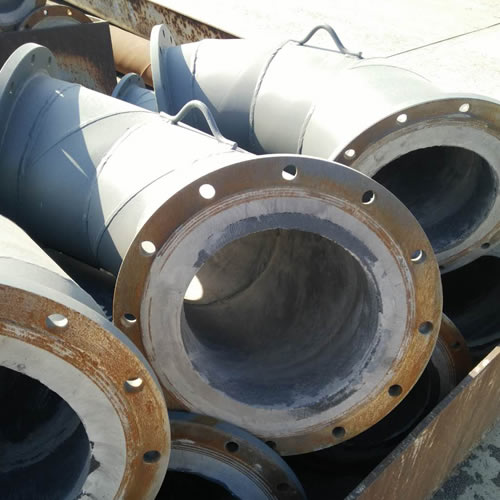
Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.