DSAW Pipe
Double Submerged Arc Welded (DSAW) pipes for reliable and strong construction.

LSAW (Longitudinal double submerge arc welding) carbon steel pipe is a type of SAW pipe made of steel plates that were hot rolled by JCOE or UOE forming technology.
LSAW pipes, short for Longitudinal Submerged Arc Welding pipes, are a type of steel pipe known for their remarkable strength and durability. Unlike other pipes, LSAW pipes undergo a unique welding process that contributes to their distinctive characteristics.
LSAW pipes are recognized for several key characteristics that make them suitable for heavy-duty applications:
LSAW pipes are manufactured according to various standards, with common grades including:
Longitudinally Submerged Arc Welding Pipe is subdivided into UOE, RBE, JCOE steel pipe according to its different forming methods. Longitudinal high-frequency welded steel pipe has the characteristics of relatively simple process and fast continuous production, and has wide use in civil construction, petrochemical, light industry and other sectors. Mostly used to transport low pressure fluids or made into various engineering components and light industrial products.
LSAW (Longitudinally Submerged Arc Welded Steel pipes) in leaflets plate as raw material, the steel plate in the mold or molding machine pressure (volume) into using double-sided submerged arc welding and flaring from production.
Features:
Polishing means a processing method by the action of mechanical, chemical or electrochemical, lower the q345b steel pipe surface roughness, to obtain a bright and smooth surface, and surface modification process making use of a flexible polishing tools and polishing abrasive particles or other media on the workpiece.
Q345B steel polishing method often used Polishing means a processing method by the action of mechanical, chemical or electrochemical, lower the q345b steel pipe surface roughness, to obtain a bright and smooth surface, and surface modification process making use of a flexible polishing tools and polishing abrasive particles or other media on the workpiece.
Polishing can not improve the dimensional accuracy or geometrical shape accuracy of q345b steel pipe, but can obtain a smooth surface or specular gloss, sometimes to be used to eliminate gloss. Usually buff as a polishing tool. Buff is generally made with multilayer canvas, leather crafted stacked, on both sides clamped with a metal circular plate, its rim coated abrasive mixture of powder and oil and other uniform.
(1) Mechanical q345b steel polishing surface corrosion resistance. As we know, the mechanical polishing q345b steel corrosion resistance is significantly lower than the electrochemical polishing q345b steel pipe, mainly due to the cold mechanical q345b polishing surface hardened steel deformed layer high corrosion rate, coupled with in the mechanical polishing process, inevitably have abrasive particles embedded in the deformable layer, the corrosion rate of deformation layer increased greatly.
(2) electrochemical q345b steel polishing makes the metal surface hardening layer easy to be dissolved, and can lower the surface activity, what’s more, there is a continuous passivation film formed on the surface, significantly improved the corrosion resistance.
Q345B steel is a Chinese standardized low alloy, medium tensile strength steel made with a hot-rolling process, and is used for a number of manufacturing purposes. It is a steel with less than 0.2 percent of its composition made up of carbon, less than 0.55 percent of its composition made of silicon and several impurities (mostly sulfur, chromium and nickel). This particular grade of steel is a ‘general purpose’ manufacturing steel in construction equipment field, such as Q345B is basic mateiral of making excavator bucket and long boom arms.
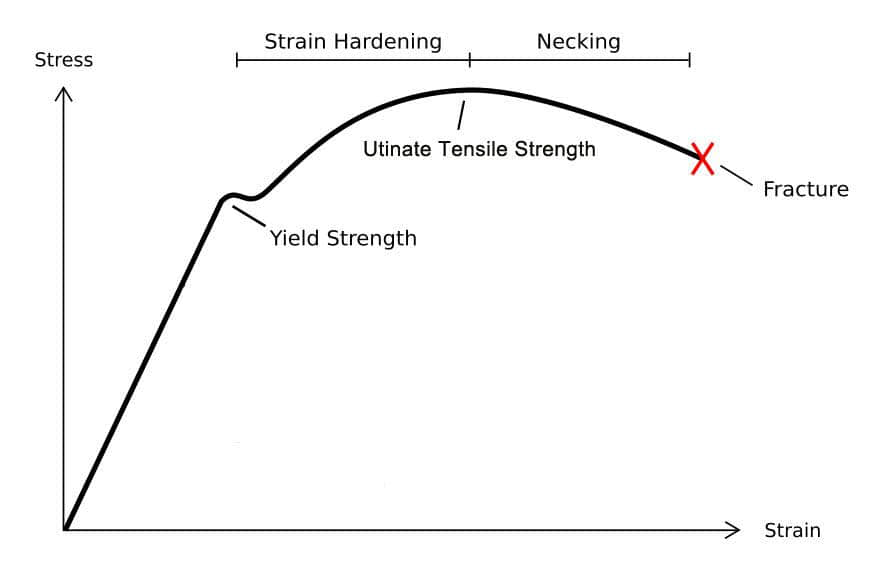
1, Yield Strength
A yield strength or yield point is the material property defined as the stress at which a material begins to deform plastically. Prior to the yield point the material will deform elastically and will return to its original shape when the applied stress is removed, Yield strength of Q345B is 345 MegaPascals. Like most steels of its grade, it suffers elongation before it pulls apart, typically at 20-21 percent of its initial length.
2, Tensile strength
The tensile strength of a material is the maximum amount of tensile stress that it can take before failure, for example breaking. Steel tensile strength is expressed in units of force divided by cross sectional area; in the Metric system, this unit is known as the Pascal. One Pascal is a Newton (the force needed to accelerate a one kilogram object to a velocity of one meter per second) per square meter. The tensile strength of Q345B steel is rated at 470 to 660 MegaPascals (where mega is million).
Steel tensile strength is expressed in units of force divided by cross sectional area; in the Metric system, this unit is known as the Pascal. One Pascal is a Newton (the force needed to accelerate a one kilogram object to a velocity of one meter per second) per square meter. The tensile strength of Q345B steel is rated at 470 to 630 MegaPascals (where mega is million) and a yield strength (where the material starts to thin and pull like taffy) at 345 MegaPascals. Like most steels of its grade, it suffers elongation before it pulls apart, typically at 20-21 percent of its initial length.

LSAW (Longitudinally Submerged Arc Welded Steel pipes) in leaflets plate as raw material, the steel plate in the mold or molding machine pressure (volume) into using double-sided submerged arc welding and flaring from production.
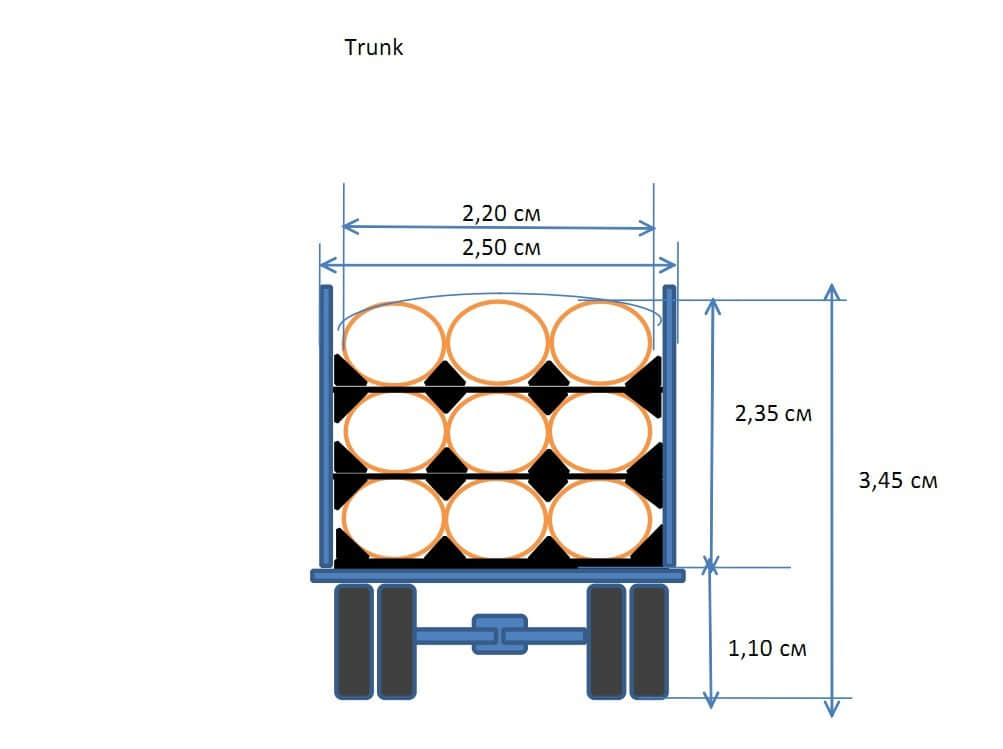
Range of roller pipes:
Note: The specification in the table is available to Q345.
Remarks:non-standard dimensions pipes can be produced to customer specifications.
| Standard | Grade | Chemical Composition (max)% | Mechanical Properties (min) | |||||
|---|---|---|---|---|---|---|---|---|
| C | Mn | Si | S | P | Yield Strength | Tensile Strength | ||
| (Mpa) | (Mpa) | |||||||
| GB/T700-2006 | A | 0.22 | 1.4 | 0.35 | 0.05 | 0.045 | 235 | 370 |
| B | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| C | 0.17 | 1.4 | 0.35 | 0.04 | 0.04 | 235 | 370 | |
| D | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| GB/T1591-2009 | A | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| B | 0.2 | 1.7 | 0.5 | 0.03 | 0.03 | 345 | 470 | |
| C | 0.2 | 1.7 | 0.5 | 0.03 | 0.03 | 345 | 470 | |
| BS En10025 | S235JR | 0.17 | 1.4 | - | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | - | 0.035 | 0.035 | 275 | 410 | |
| S355JR | 0.24 | 1.6 | - | 0.035 | 0.035 | 355 | 470 | |
| DIN 17100 | ST37-2 | 0.2 | - | - | 0.05 | 0.05 | 225 | 340 |
| ST44-2 | 0.21 | - | - | 0.05 | 0.05 | 265 | 410 | |
| ST52-3 | 0.2 | 1.6 | 0.55 | 0.04 | 0.04 | 345 | 490 | |
| JIS G3101 | SS400 | - | - | - | 0.05 | 0.05 | 235 | 400 |
| SS490 | - | - | - | 0.05 | 0.05 | 275 | 490 | |
| API 5L PSL1 | A | 0.22 | 0.9 | - | 0.03 | 0.03 | 210 | 335 |
| B | 0.26 | 1.2 | - | 0.03 | 0.03 | 245 | 415 | |
| X42 | 0.26 | 1.3 | - | 0.03 | 0.03 | 290 | 415 | |
| X46 | 0.26 | 1.4 | - | 0.03 | 0.03 | 320 | 435 | |
| X52 | 0.26 | 1.4 | - | 0.03 | 0.03 | 360 | 460 | |
| X56 | 0.26 | 1.1 | - | 0.03 | 0.03 | 390 | 490 | |
| X60 | 0.26 | 1.4 | - | 0.03 | 0.03 | 415 | 520 | |
| X65 | 0.26 | 1.45 | - | 0.03 | 0.03 | 450 | 535 | |
| X70 | 0.26 | 1.65 | - | 0.03 | 0.03 | 585 | 570 | |
| Number | Technical parameter | Unit | HQW11s-120X3200 | ||
|---|---|---|---|---|---|
| 1 | Material yield limited | Mpa | 245 | 345 | 345 |
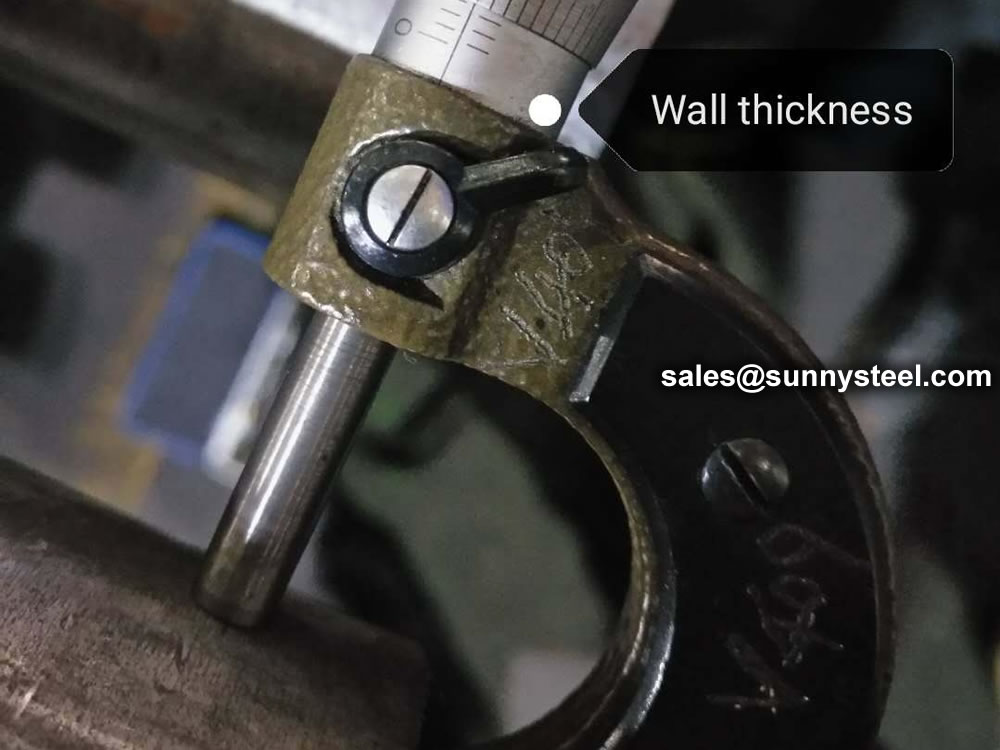
| 2 | Wall thickness | mm | 120 | 100 | 110 |
| 3 | Maximum pre-bending thickness | mm | 110 | 90 | 100 |
| 4 | Maximum width of steel plate | mm | 3200 | 3200 | 3200 |
| 5 | Minimum diameter of fully loaded rolling steel plate | mm | 2500 | 1600 | 1600 |
| Types | Standard | |||||
|---|---|---|---|---|---|---|
| SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L PSL1 | |
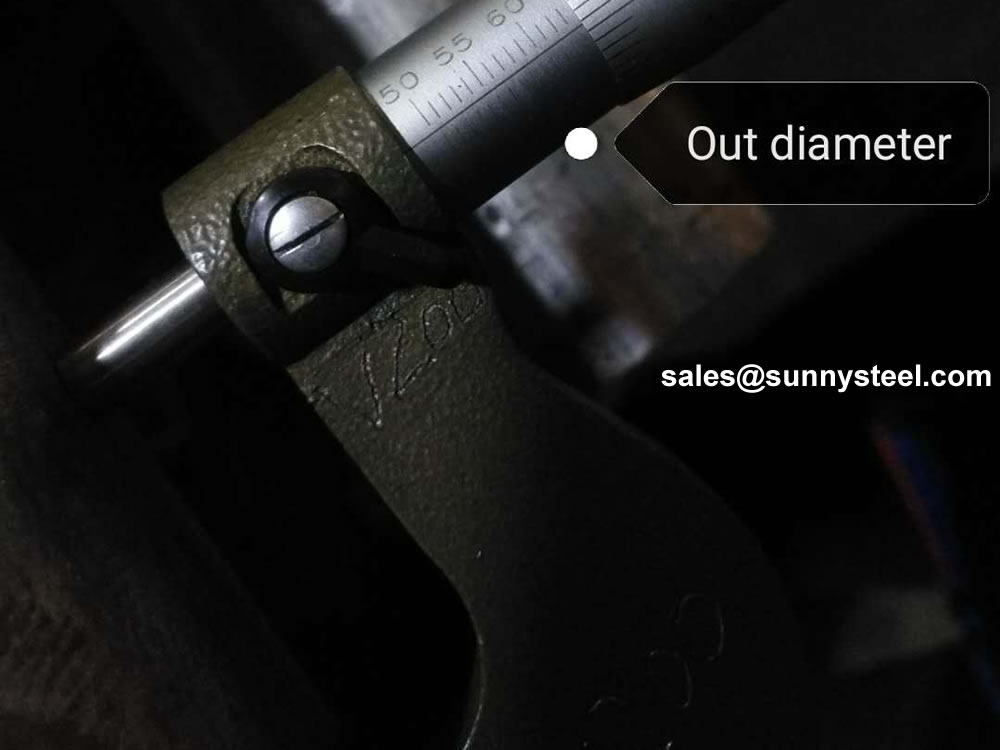
| Tube end OD deviation | ±0.5%D | ±0.5%D | -0.79mm~+2.38mm | <±0.1%T | <±0.1%T | ±1.6mm |
| Wall thickness | ±10.0%T | D<508mm, ±12.5%T | -8%T~+19.5%T | <-12.5%T | -8%T~+19.5%T | 5.0mm |
| D>508mm, ±10.0%T | T≥15.0mm, ±1.5mm | |||||
The manufacturing process of Longitudinal Submerged Arc Welded (LSAW) pipes is a complex and precise procedure designed to produce durable and reliable steel pipes for diverse industrial applications. The process typically begins with the uncoiling of a steel coil, which is then leveled and trimmed to the required size. The prepared steel strip is then formed into a cylindrical shape through a series of bending operations. Subsequently, longitudinal welding is carried out using the submerged arc welding method. This involves creating a high-quality weld seam along the length of the pipe by melting the edges of the steel plate with a continuous electrical arc, while a granular flux shields the welding area, ensuring a clean and efficient weld.
In the case of UOE (Uing and Oing) LSAW pipes, after the initial welding, the pipe undergoes Uing, Oing, and expanding processes to achieve the desired dimensions and mechanical properties. Similarly, the JCOE (J-ing, C-ing, O-ing, and E-ing) LSAW pipes involve multiple steps, including J-ing and C-ing to form the initial shape, O-ing for further shaping, and E-ing for final expansion. These processes contribute to the overall strength and integrity of the LSAW pipes, ensuring they meet stringent quality standards. The final steps of the manufacturing process include inspection, testing, and coating to guarantee the pipes' performance and longevity in various industrial environments.


LSAW pipes are preferred in industries where high strength, durability, and corrosion resistance are essential. Major applications include:
Longitudinal Submerged Arc Welded (LSAW) pipes find widespread applications across various industries due to their robust construction and versatile capabilities. One primary application lies in the transportation of liquids and gases, where the strength and durability of LSAW pipes are crucial for ensuring the safe and efficient movement of substances over long distances. These pipes are commonly employed in the oil and gas industry, serving as key components in the infrastructure for the transmission of crude oil, natural gas, and other hydrocarbons.
In addition to the energy sector, LSAW pipes play a vital role in the water industry, facilitating the conveyance of potable water, wastewater, and irrigation systems. Their resistance to corrosion and ability to withstand external pressures make them well-suited for underground and underwater applications. The construction industry also benefits from the use of LSAW pipes, especially in projects involving piling, structural support, and foundation works. The versatility of these pipes extends to various engineering applications, including the conveyance of chemicals and abrasive materials, further highlighting their adaptability across different industrial contexts. Overall, the broad spectrum of applications underscores the significance of LSAW pipes in ensuring the integrity and efficiency of diverse infrastructure projects."









Gas pipeline by pipe process can be divided into seamless steel pipe (SMLS), ERW steel pipe SSW steel pipe ,LSAW steel pipe ,HFW steel pipe etc…
Mainly as a field gathering pipe and internal high-pressure natural gas pipeline of small-caliber, long-distance pipelines for oil and gas a small number, the vast majority of long-distance pipeline is the use of high-frequency straight seam welded pipe (ERW), spiral submerged arc welded pipe (SSAW), LSAW steel pipe (LSAW) three.
The following table shows the characteristics of several steel process and quality performance comparison:
Straight seam high frequency welded pipe (ERW steel pipe) by welding and induction welding is divided into different exposure to welding in two forms, using broadband hot-rolled coils as raw materials, pre-curved, continuous molding, welding, heat treatment, sizing, straightening, cutting and other processes, and spiral welded pipe weld compared to the short, high dimensional accuracy, uniform thickness, surface quality, the advantages of higher pressure, but the drawback is that only produce small-caliber thin-walled tube, easy to produce weldsgray leaf spot, not fusion, groove-shaped corrosion defects. At present more extensive application areas of the city gas, crude oil transportation and so on.
Spiral submerged arc welded pipe (SSAW steel pipe) is the strip volume control when the forward direction and forming a molding pipe centerline angle (adjustable), side molding edge welding, the weld into a spiral, the advantage of the same specifications of the strip can beproduction of a variety of diameters of pipe, meet a wider range of raw materials, welds can avoid the main stress, the force is better, the disadvantage is poor geometry,the weld seam length compared to the straight pipe length, easy to produce cracks, pores, slag, welding and other welding defects side, welding stress was tensile stress state.General long-distance gas pipeline design specification spiral submerged arc welded pipe can only be used for Class 3, Class 4 area.
Foreign raw materials will be changed to improve this process steel, so that separate forming and welding, the welding and lean pre-, post-weld cold-expanding, then the quality of welding close to the UOE pipe, currently there is no such process,is the spiralFactory directions for improvement. “Natural Gas” is still used by the traditional spiral process of production, but the tube side of the expander.United States, Japan and Germany in general negative SSAW, that trunk should not use SSAW; Canada and Italy, some use SSAW, Russia, a small amount of use SSAW, and have developed a very strict additional conditions, due to historical reasons, most still use the main trunk domestic SSAW. LSAW pipe (LSAW) is a single plate as raw material, steel in the mold or molding machine pressure (volume) into the tube, using double-sided submerged arc welding method and Expanding from the produce.
In the construction of high-strength, high toughness, high-quality long-distance gas pipeline, most of the required large diameter thick wall steel pipe LSAW pipe.According to API standards, in large oil and gas pipelines, when through the alpine zone, sea, cities and other densely populated areas Class 1, Class 2 areas, LSAW pipe is the only designated suitable tube.By forming different ways can be divided into:
The wide range of product specifications, weld toughness, ductility, good uniformity and dense, with a large diameter, wall thickness, high pressure, low temperature corrosion resistance and other advantages.
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Casting | API 5CT | Ø48.3~273 x WT2.77~11.43 | J55, K55, N80, L80 |
| Tubing | API 5CT | Ø48.3~273 x WT2.77~11.43 | J55, K55, N80, L80, H40 |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Line Pipes | API 5L | Ø60.3~273.1 x WT2.77~12.7 | A25, A, B, X42, X46, X52, X56, X60, X65, X70, X80 |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Electric-Resistance-Welded Steel Pipes | ASTM A135 | Ø42.2~114.3 x WT2.11~2.63 | A |
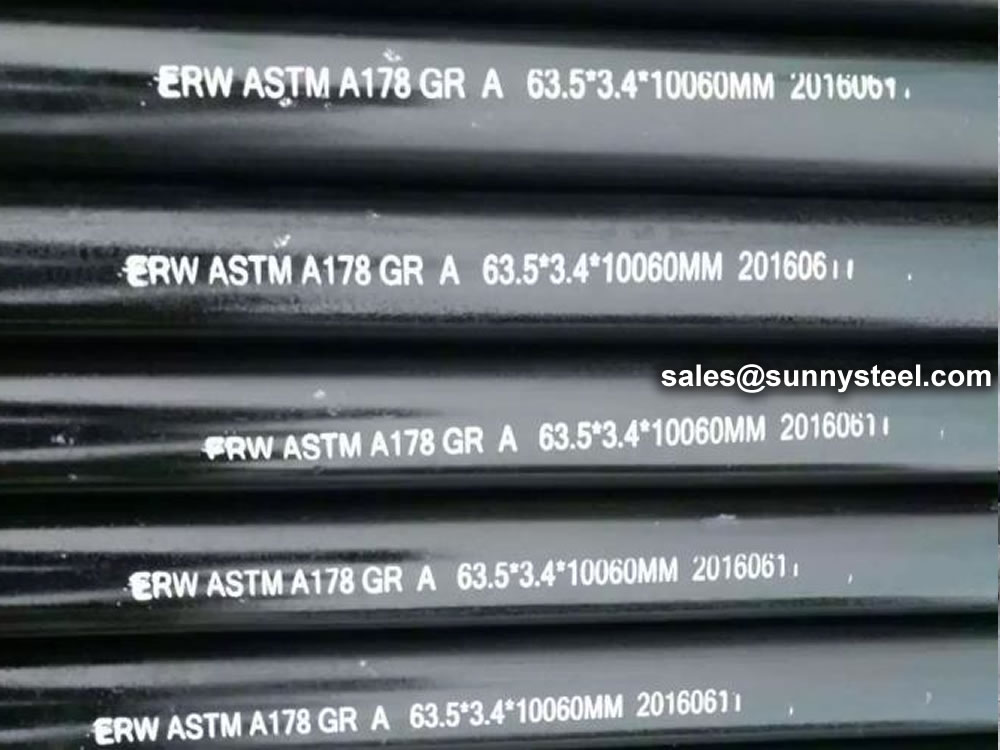
| Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater Tubes | ASTM A178 | 42.2-114.3 x 2.11-2.63 | A, C, D |
| ERW and Hot-dip Galvanized Steel Pipes | ASTM A53 | Ø21.3~273 x WT2.11~12.7 | A, B |
| Pipes for Piling Usage | ASTM A252 | Ø219.1~508 x WT3.6~12.7 | Gr.2, Gr.3 |
| Tubes for General Structural Purpose | ASTM A500 | Ø21.3~273 x WT2.11~12.7 | Gr.2, Gr.3 |
| Square Pipes for General Structural Purpose | ASTM A500 | 25 x 25~160 x 160 x WT1.2~8.0 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Threaded Steel Pipes | DIN 2440 | Ø21~164 x WT2.65~4.85 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Screwed and Socketed Steel Tubes | BS 1387 | Ø21.4~113.9 x WT2~3.6 | Carbon Steel |
| Scaffolding Pipes | EN 39 | Ø48.3 x WT3.2~4 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Carbon Steel Tubes for General Structure Purpose | JIS G3444 | Ø21.7~216.3 x WT2.0~6.0 | Carbon Steel |
| Carbon Steel Tubes for Machine Structure Purpose | JIS G3445 | Ø15~76 x WT0.7~3.0 | STKM11A, STKM13A |
| Carbon Steel Pipes for Ordinary Piping | JIS G3452 | Ø21.9~216.3 x WT2.8~5.8 | Carbon Steel |
| Carbon Steel Pipes for Pressure Service | JIS G3454 | Ø21.7~216.3 x WT2.8~7.1 | Carbon Steel |
| Carbon Steel Rigid Steel Conduits | JIS G8305 | Ø21~113.4 x WT1.2~3.5 | G16~G104, C19~C75, E19~E75 |
| Carbon Steel Rectangular Pipes for General Structure | JIS G3466 | 16 x 16~150 x 150 x WT0.7~6 | Carbon Steel |
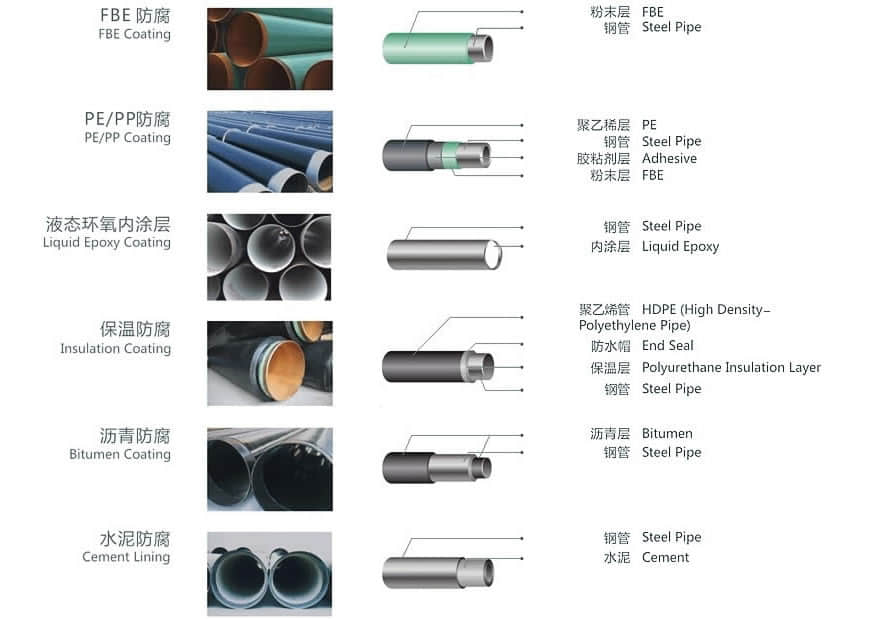
Pipeline coating is the most consistent and successful solution for protecting ERW pipes from corrosion, from moisture, other harmful chemicals.
Anti-corrosion steel pipe is processed through the preservation process, which can effectively prevent or slow down the process in the transport and use of chemical or electrochemical corrosion reaction of steel pipe.
Therefore pipe anti-corrosion layer is an important barrier to prevent soil erosion. A well-known foreign scholar put forward” 3PE france protective layer”, so far, anti-corrosion methods is widely used.
Coated pipes offer high resistance to corrosion on pipes and provide many benefits such as:
The basic principles of urban gas pipeline coating selection:














The alloy content of the coil is often lower than similar grades of steel plate, improving the weldability of the spiral welded pipe. Due to the rolling direction of spiral welded pipe coil is not perpendicular to the pipe axis direction, the crack resistance of the spiral welded pipe materials.
Welded steel pipe refers to a steel pipe with seams on the surface that is welded by bending and deforming a steel strip or steel plate into a circular, square or other shape. The blanks used for welded steel pipes are steel sheets or strips.
Since the 1930s, with the rapid development of continuous rolling production of high-quality strip steel and the advancement of welding and inspection technology, the quality of welds has been continuously improved, and the varieties and specifications of welded steel pipes have been increasing.
When the T-shaped welded steel pipe contains Ni, it has strong corrosion resistance in an acidic environment. In an environment containing sulfuric acid or hydrochloric acid, the higher the Ni content in the T-shaped welded steel pipe, the stronger the corrosion resistance. Under normal circumstances, only adding Cr to the T-shaped welded steel pipe can prevent the phenomenon of corrosion. The poor edge condition of the strip is another important cause of misalignment. The effects of changes in mass flow, heat flow density and structural parameters (ratio of helical curvature diameter to T-shaped welded steel pipe diameter Dc/D) on the heat transfer coefficient of saturated bubble boiling in vertical spiral pipes.
During the production of T-shaped welded steel pipes, misalignment occurs from time to time, and there are many influencing factors. In production practice, the steel pipe is often degraded by the wrong side and out of tolerance. Therefore, it is necessary to analyze the reasons for the misalignment of the spiral steel pipe and its preventive measures.
Due to the poor shape and dimensional accuracy of the head and tail of the uncut steel strip, it is easy to cause the steel strip to bend hard and cause misalignment during butt joint. Simulation parameter range: vertical pipe: pipe diameter D=10mm, pipe length L=660mm; three types of vertical T-shaped welded steel pipe: pipe diameter D=10mm, the change of the ratio of the curvature diameter of the T-shaped welded steel pipe to the spiral pipe diameter is Dc /D=15, 20, 25, helical pitch Pt=20mm, tube lengths are L=503mm, L=660mm, L=817mm respectively. Mass flow G=200~400Kg/(m'2 s), heat flux density q=5~15KW/m'2, saturation pressure p, saturation=0.414880MPa, saturation temperature T, saturation=283.15K.
The technical requirements and inspection of welded pipes are based on the provisions of the GB3092 "Welded Steel Pipes for Low-Pressure Fluid Transmission". It can be delivered according to fixed length or double length. The surface of the steel pipe should be smooth, and defects such as folds, cracks, delamination, and lap welding are not allowed. The surface of the steel pipe is allowed to have minor defects such as scratches, scratches, weld misalignment, burns and scars that do not exceed the negative deviation of the wall thickness. The thickening of the wall thickness and the presence of inner seam weld bars are allowed at the weld.
Welded steel pipes should be subjected to mechanical performance test, flattening test and flaring test, and must meet the requirements of the standard. When the steel pipe should be able to withstand the internal pressure, carry out a pressure test of 2.5Mpa, and keep it for one minute without leakage. The method of eddy current flaw detection is allowed to replace the hydrostatic test. The eddy current flaw detection is carried out according to the standard of GB7735 "Steel tube eddy current flaw detection inspection method". The eddy current flaw detection method is to fix the probe on the frame, keep a distance of 3~5mm between the flaw detection and the weld seam, and conduct a comprehensive scan of the weld seam by the rapid movement of the steel pipe. The flaw detection signal is automatically processed and sorted by the eddy current flaw detector. To achieve the purpose of flaw detection. The welded pipe after the flaw detection is cut off according to the specified length with a flying saw, and it is rolled off the assembly line through the turning frame. Both ends of the steel pipe should be chamfered with flat ends, printed with marks, and the finished pipes are packed in hexagonal bundles before leaving the factory.
Straight seam steel pipe is a steel pipe whose weld seam is parallel to the longitudinal direction of the steel pipe. Generally, its strength is higher than that of straight seam welded pipe. Narrower billets can be used to produce welded pipes with larger diameters, and the same width of billets can be used to produce welded pipes with different pipe diameters. But compared with the straight seam pipe of the same length, the weld length is increased by 30~100%, and the production speed is lower. So what are its processing methods?
The surface quenching and tempering heat treatment of straight seam welded pipe is usually carried out by induction heating or flame heating. The main technical parameters are surface hardness, local hardness and effective hardened layer depth. Vickers hardness tester can be used for hardness testing, and Rockwell or superficial Rockwell hardness tester can also be used. When the surface heat treatment hardened layer is thick, the Rockwell hardness tester can also be used. When the thickness of the heat-treated hardened layer is 0.4-0.8mm, the HRA scale can be used, and when the thickness of the hardened layer exceeds 0.8mm, the HRC scale can be used.
If the parts require high local hardness, local quenching heat treatment can be carried out by means of induction heating. Such longitudinal welded pipes usually need to mark the location of local quenching heat treatment and local hardness value on the drawing. Hardness testing of longitudinally welded pipes shall be carried out in the area. The hardness testing instrument can use a Rockwell hardness tester to test the HRC hardness value. If the heat-treated hardened layer is shallow, a surface Rockwell hardness tester can be used to test the HRN hardness value.
The three hardness values of Vickers, Rockwell and Superficial Rockwell can be easily converted to each other and converted into hardness values required by standards, drawings or users. The corresponding conversion tables are given in the international standard ISO, the American standard ASTM and the Chinese standard GB/T.

Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.
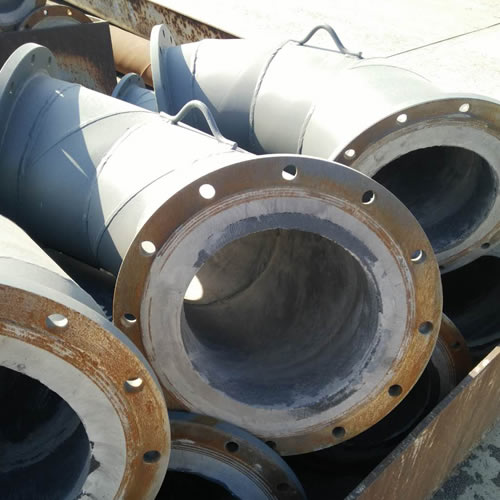
Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.