ASTM A213 T91 Tubes
Durable and reliable ASTM A213 T91 tubes for high-temperature applications.

SA213T9 is a Seamless ferritic low alloy steel boiler tube used in super heater elements, and heat exchangers.
Download PDFThese tubes are known for their high strength, corrosion resistance, and excellent performance in high-temperature environments.
T9 and P9 steel pipe are included in ASTM or ASME suited for boiler superheater, reheater pipe, header and steam pipe under 600℃ in high pressure, ultra-high pressure and subcritical power station, nuclear power heat exchanger and oil cracking unit furnace pipe.
Both of them contain 9-Chromium-1 Molybdenum alloy, which offers very good corrosion resistance and oxidation resistance with good high-temperature strength. Grade T9 specified in ASTM A213 which does Ferrite and Austenitic boiler superheater and heat exchanger seamless steel tube.
| UNS | ASTM | EN | DIN | JIS | GB |
|---|---|---|---|---|---|
| K50400 | P9 | 12Cr9Mo | X12CrMo91 | STBA26 | / |
| Grade | C | Mn | P | S | Si | Cr | Mo |
|---|---|---|---|---|---|---|---|
| T9 | ≤0.15 | 0.30-0.60 | ≤0.025 | ≤0.025 | 0.25-1.00 | 8.00-10.0 | 0.9-1.1 |
| Material | Tensile Strength (Mpa) | Yield Strength (Mpa) | Elongation(%) | Hardness(HRB) |
|---|---|---|---|---|
| T9 | ≥415 | ≥205 | ≥30 | ≤85 |
These different requirements provide higher creep-rupture strength than normally achievable in similar grades without these different requirements. ASTM A213 T9 tubes shall be made by the seamless process and shall be either hot finished or cold finished, as specified. Grade TP347HFG shall be cold finished. Heat treatment shall be done separately and in addition to heating for hot forming. The ferritic alloy and ferritic stainless steels shall be reheated. On the other hand, austenitic stainless steel tubes shall be furnished in the heat-treated condition. Alternatively, immediately after hot forming, while the temperature of the tubes is not less than the minimum solution temperature, tubes may be individually quenched in water or rapidly cooled by other means. Tension test, hardness test, flattening test, and flaring test shall be done to each tube. Also, each tube shall be subjected to the nondestructive electric test or hydrostatic test.
(A) Maximum, unless range or minimum is indicated. Where ellipses (...) appear in this table, there is no requirement, and analysis for the element need not be determined or reported.
(B) It is permissible to order T2 and T12 with a sulfur content of 0.045 max. See 16.3.
(C) Alternatively, in lieu of this ratio minimum, the material shall have a minimum hardness of 275 HV in the hardened condition, defined as after austenitizing and cooling to room temperature but prior to tempering. Hardness testing shall be performed at mid-thickness of the product. Hardness test frequency shall be two samples of product per heat treatment lot and the hardness testing results shall be reported on the material test report.
(D) The terms Niobium (Nb) and Columbium (Cb) are alternate names for the same element.
(A) Maximum, unless a range or minimum is indicated. Where ellipses (...) appear in this table, there is no minimum and analysis for the element need not be determined or reported.
(B) The method of analysis for Nitrogen shall be a matter of agreement between the purchaser and the producer.
(C) For these alloys, there is no common grade designation. The UNS number uniquely identifies these alloys.
(D) For small diameter or thin walls, or both, where many drawing passes are required, a carbon maximum of 0.040% is necessary in Grades TP304L, TP304LN, TP316L, and TP316LN.
(E) Grade S30434 shall have (Ti + 1/2 Nb) of not less than 2 times and not more than 4 times the carbon content.
(F) Grade TP347LN shall have an Nb content of not less than 15 times the carbon content.
(G) Grade TP348 shall have an Nb + Ta content of not less than 10 times the carbon content and not more than 1.10%.
(H) Grade TP348H shall have an Nb + Ta content of not less than 8 times the carbon content and not more than 1.10%.
(I) Iron shall be determined arithmetically by difference of 100 minus the sum of the other specified elements.
(J) Al + Ti shall be 0.85 % min; 1.20 % max.
(K) Grade TP444 shall have Ni + Cu = 1.00 max.
(L) Grade TP444 shall have Ti + Nb content not less than 0.20 + 4(C+N) and not more than 0.80 %.
(M) N08020 shall have an Nb + Ta content of not less than 8 times the carbon content and not more than 1.00%.
(N) The terms Niobium (Nb) and Columbium (Cb) are alternate names for the same element.
Grades containing the letter, H, in their designation, have requirements different from those of similar grades not containing the letter, H. These different requirements provide higher creep-rupture strength than normally achievable in similar grades without these different requirements.
The tubing sizes and thicknesses usually furnished to this specification are 1/8 in. [3.2 mm] in inside diameter to 5 in. [127 mm] in outside diameter and 0.015 to 0.500 in. [0.4 to 12.7 mm], inclusive, in minimum wall thickness or, if specified in the order, average wall thickness. Tubing having other diameters may be furnished, provided such tubes comply with all other requirements of this specification.
The values stated in either SI units or inch-pound units are to be regarded separately as standard. Within the text, the SI units are shown in brackets. The values stated in each system may not be exact equivalents; therefore, each system shall be used independently of the other. Combining values from the two systems may result in non-conformance with the standard. The inch-pound units shall apply unless the “M” designation of this specification is specified in the order.
It shall be the responsibility of the purchaser to specify all requirements that are necessary for products under this specification. Such requirements to be considered include, but are not limited to, the following:
1.1 Quantity (feet, metres, or number of lengths),
1.2 Name of material (seamless tubes),
1.3 Grade (Tables 1 and 2),
1.4 Condition (hot finished or cold finished),
1.5 Controlled structural characteristics (see 6.3),
1.6 Size (outside diameter and minimum wall thickness, unless average wall thickness is specified),
1.7 Length (specific or random),
1.8 Hydrostatic Test or Nondestructive Electric Test (see 10.1),
1.9 Specification designation and year of issue,
1.10 Increased sulfur (for machinability, see Note B, Table 1, and 15.3), and
1.11 Special requirements and any supplementary require- ments selected.
Product furnished to this specification shall conform to the requirements of Specification A 1016/A 1016M, including any supplementary requirements that are indicated in the purchase order. Failure to comply with the general require- ments of Specification A 1016/A 1016M constitutes noncon- formance with this specification. In case of conflict between the requirements of this specification and Specification A 1016/ A 1016M, this specification shall prevail.
1 Manufacture and Condition—Tubes shall be made by the seamless process and shall be either hot finished or cold finished, as specified. Grade TP347HFG shall be cold finished.
1 Ferritic Alloy and Ferritic Stainlexx Steelx—The fer- ritic alloy and ferritic stainless steels shall be reheated for heat treatment in accordance with the requirements of Table 3. Heat treatment shall be carried out separately and in addition to heating for hot forming.
2 Auxtenitic Stainlexx Steelx—All austenitic tubes shall be furnished in the heat-treated condition, and shall be heat treated in accordance with the requirements of Table 3. Alter- natively, immediately after hot forming, while the temperature of the tubes is not less than the minimum solution treatment temperature specified in Table 3, tubes may be individually quenched in water or rapidly cooled by other means (direct quenched).
3 If any controlled structural characteristics are required, these shall be so specified in the order as to be a guide as to the most suitable heat treatment.
With years of expertise, we provide a diverse array of steel tube processing options. From sawing and machining tube blanks to intricate bending and upsetting operations, we actively assist you throughout your projects.
Our capabilities extend to eccentricity reduction and concentricity enhancement through turning and grinding. We excel in creating complex geometries using processes like rotary swaging and axial forming. Additionally, we offer property modifications via partial heat treatment, ensuring tailored solutions for your specific needs.











Alloy steel pipes are ideally suitable for chemical, petrochemicals, and other energy-related applications.
The alloy steel pipe adopts high quality carbon steel, alloy structural steel and stainless & heat resisting steel as raw material through hot rolling or cold drawn to be made.
Alloy steel can be used in process area where carbon steel has limitation such as
As an important element of steel products, alloy steel pipe can be divided into seamless steel pipe and welded steel pipe according to the manufacturing technique and tube billet shape.
Here you can see the common alloy steel grade that you will come across.
There are many kinds of materials used for transport in industrial production. Specifically we will have more choices and it is not limited to the use of alloy steel pipe. But even in the face of more choices, many people tend to choose alloy steel pipe. People make their own choices will have their own reasons. This means the alloy steel pipe application has its own advantages. Compared with transmission lines made of other materials, after it meets the basic application requirements, its quantity is lighter. Then in the practical application of alloy steel pipe, it will have more advantages because of this. Besides its physical characteristic advantage, it also has economic advantages. The wide application of alloy steel pipe is with kinds of reasons. So in practical usage, we can exploit the advantages to the full, in this way can we get more profits in these applications of alloy steel pipe.
The transportation of kinds of gases or liquids in production needs to rely on alloy steel pipe. This shows that the actual role of alloy steel pipe application is important. High temperature resistant and low temperature resistant is the tolerance of temperature. In the practical application of alloy steel pipe, there will be many materials need to be transported. However their temperatures are not the same. So this can be the basic requirement to alloy steel pipe. It needs more corrosion resistance. Corrosion resistant material is the best material during transporting, because it is corrosion resistant. So it can be used in more occasions. And it is definitely very convenient for users.
Can be 100% recycled, environmentally friendly, energy-saving, resource conservation, national strategy, national policy to encourage the expansion of the field of application of high-pressure alloy pipe. Of alloy steel pipe total consumption accounted steel in the proportion is only half of the developed countries, to expand the field of use of the alloy steel pipe to provide a wider space for the development of the industry. The future needs of the average annual growth of China’s high-pressure alloy steel pipe long products up to 10-12%.
Alloy Steel pipe contains substantial quantities of elements other than carbon such as nickel, chromium, silicon, manganese, tungsten, molybdenum, vanadium and limited amounts of other commonly accepted elements such as manganese, sulfur, silicon, and phosphorous.
Our team of experienced sales specialists proudly partners with gas and chemical processors, power generation plants, oil refineries, and related industries to offer piping components and value-added services.
The biggest advantages of alloy steel pipe can be 100% recycled, environmentally friendly, energy-saving, resource conservation, national strategy, national policy to encourage the expansion of the field of application of high-pressure alloy pipe. Of alloy tube total consumption accounted steel in the proportion is only half of the developed countries, to expand the field of use of the alloy tube to provide a wider space for the development of the industry. According to the Chinese Special Steel Association alloy pipe Branch Expert Group, the future needs of the average annual growth of China’s high-pressure alloy pipe long products up to 10-12%.
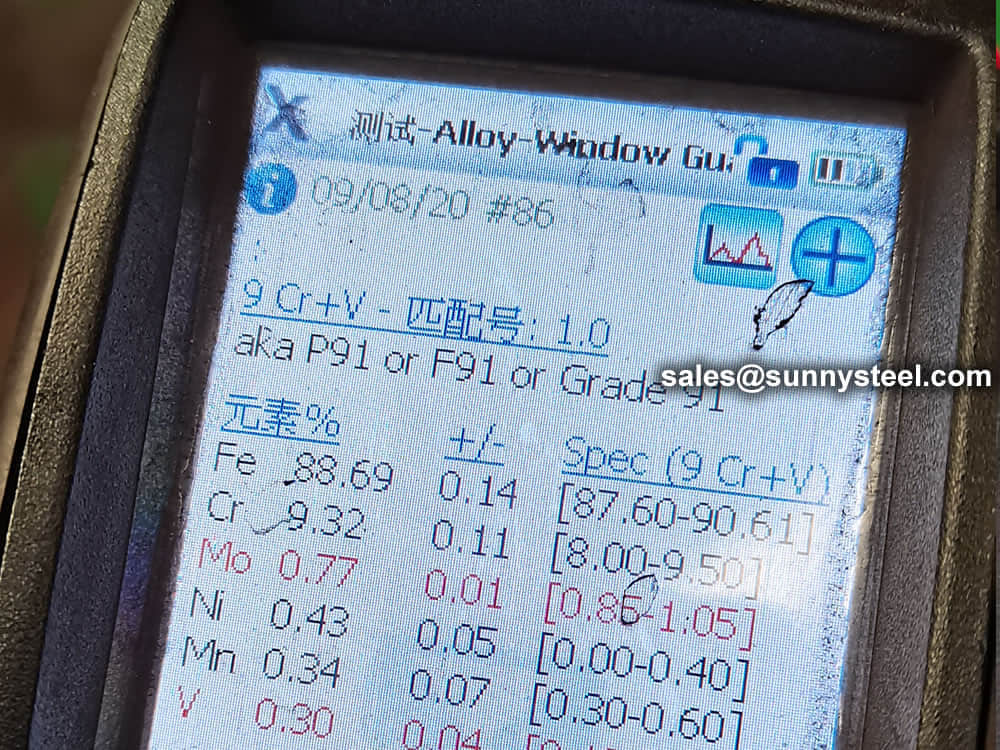
Chemical composition inspection, mechanical properties test(tensile strength,yield strength, elongation, flaring, flattening, bending, hardness, impact test), surface and dimension test,no-destructive test, hydrostatic test.
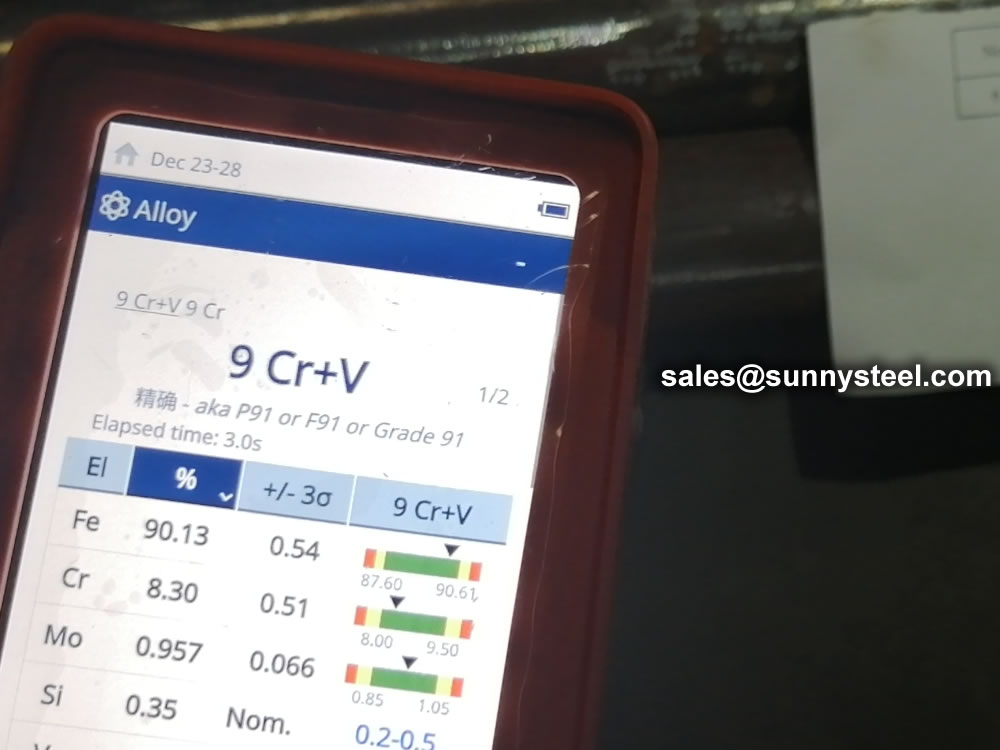
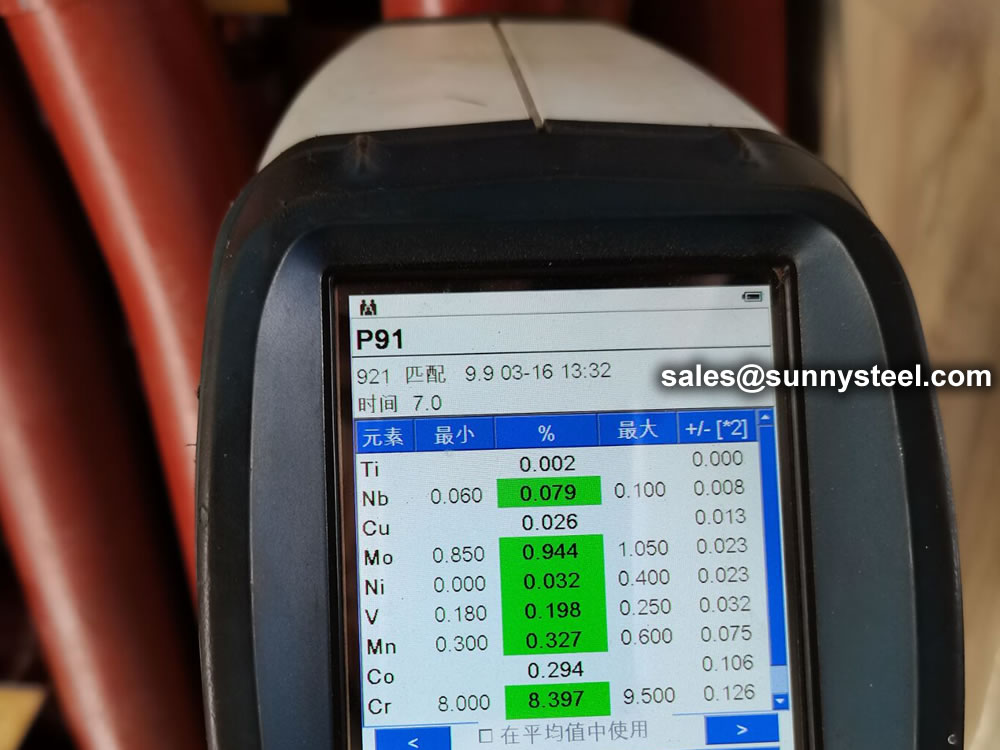
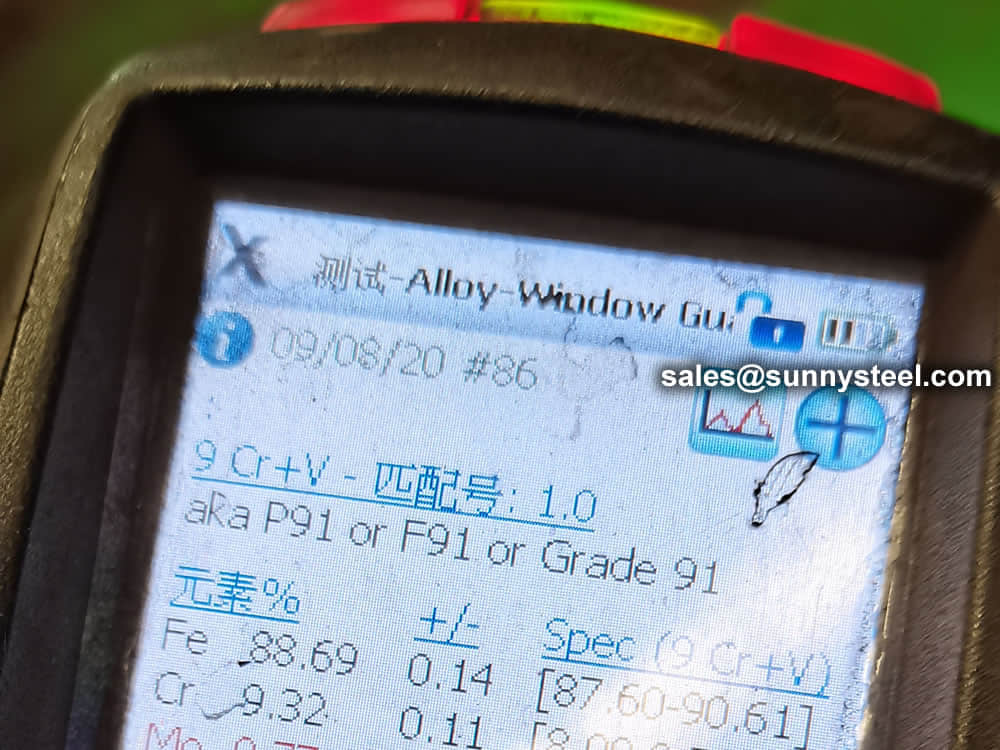
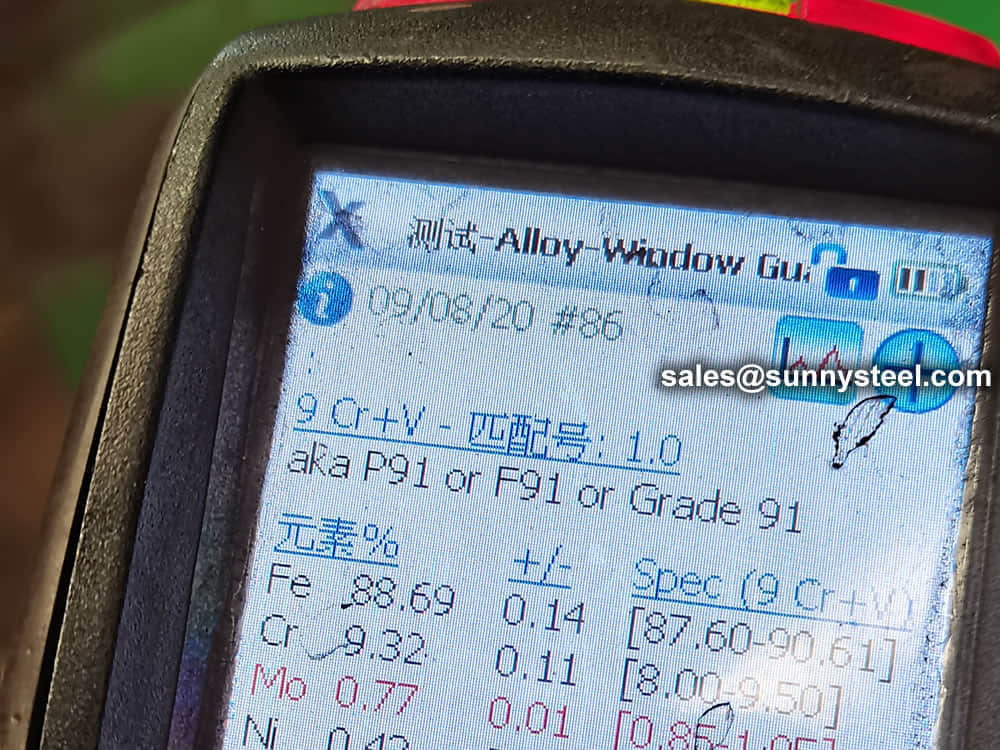
identification of the chemical composition of the metal used to manufacture the fitting. Uses PMI sensors, including X-ray fluorescence or optical emission spectrometry.














Steel pipe delivery status(condition): cold / hard (BK), cold / soft (BKW), after cold stress relief annealing (BKS), annealing (GBK), normalized (NBK).
| Term | Symbol | Explanation |
|---|---|---|
| Cold-finished/hard (cold-finished as-drawn) | BK | No heat treatment after the last cold-forming process. The tubes therefore have only low deformability. |
| Cold-finished/soft (lightly cold-worked) | BKW | After the last heat treatment there is a light finishing pass (cold drawing) With proper subsequent processing, the tube can be cold-formed (e.g. bent, expanded) within certain limits. |
| Annealed | GBK | After the final cold-forming process the tubes are annealed in a controlled atmosphere or under vacuum. |
| Normalized | NBK | The tubes are annealed above the upper transformation point in a controlled atmosphere or under vacuum. |
The general cold strip mills, volume should go through continuous annealing (CAPL unit) to eliminate cold hardening and rolling stress, or batch annealing reach the mechanical properties of the corresponding standard specifies. Cold rolled steel surface quality, appearance, dimensional accuracy better than hot-rolled plate, and right-rolled thin product thickness is about 0.18mm, so the majority of users favor.
Cold rolled steel coil substrate products deep processing of high value-added products. Such as electro-galvanized, hot dip galvanized, electro-galvanized fingerprint resistant, painted steel roll damping composite steel, PVC laminating steel plates, etc., so that the excellent quality of these products has a beautiful, high resistance to corrosion, has been widely used.
Cold rolled steel coil finishing after annealing, cut the head, tail, trimming, flattening, smooth, heavy volume, or longitudinal clipboard. Cold-rolled products are widely used in automobile manufacturing, household electrical appliances, instruments, switches, buildings, office furniture and other industries. Steel plate strapping package weight of 3 to 5 tons. Flat sub-volume typically 3 to 10 tons / volume. Coil diameter 6m.
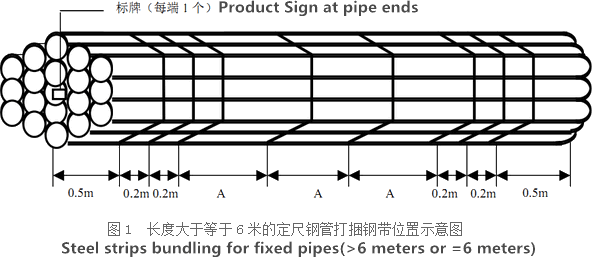
Bare packing/bundle packing/crate packing/wooden protection at the both sides of tubes and suitably protected for sea-worthly delivery or as requested.






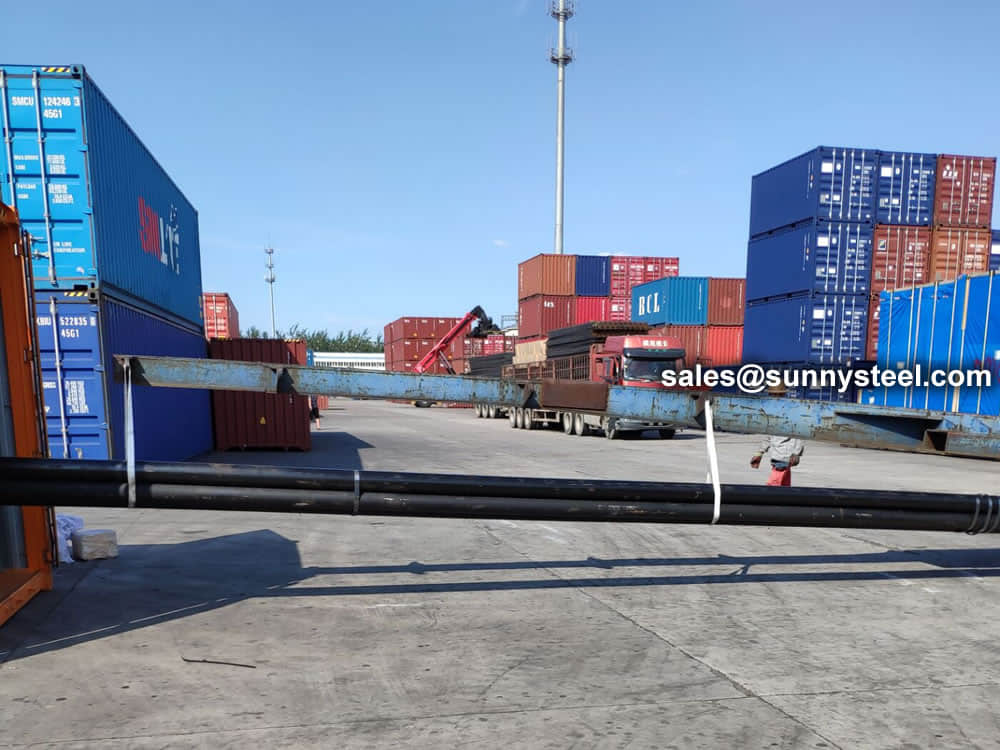





There are probably hundreds of different methods for packing a pipe, and most of them have merit, but there are two principles that are vital for any method to work prevent rusting and Sea transportation security.
Our packing can meet any needs of the customers.


Our team of experienced sales specialists proudly partners with gas and chemical processors, power generation plants, oil refineries, and related industries to offer piping components and value-added services.
Alloy steels are made by combining carbon steel with one or several alloying elements, such as manganese, silicon, nickel, titanium, copper, chromium and aluminum. These metals are added to produce specific properties that are not found in regular carbon steel. The elements are added in varying proportions (or combinations) making the material take on different aspects such as increased hardness, increased corrosion resistance, increased strength, improved formability (ductility); the weldability can also change.
Commonly used alloying elements and their effects are listed in the table given below.
| Alloying Elements | Effect on the Properties |
|---|---|
| Chromium | Increases Resistance to corrosion and oxidation. Increases hardenability and wear resistance. Increases high temperature strength. |
| Nickel | Increases hardenability. Improves toughness. Increases impact strength at low temperatures. |
| Molybdenum | Increases hardenability, high temperature hardness, and wear resistance. Enhances the effects of other alloying elements. Eliminate temper brittleness in steels. Increases high temperature strength. |
| Manganese | Increases hardenability. Combines with sulfur to reduce its adverse effects. |
| Vanadium | Increases hardenability, high temperature hardness, and wear resistance. Improves fatigue resistance. |
| Titanium | Strongest carbide former. Added to stainless steel to prevent precipitation of chromium carbide. |
| Silicon | Removes oxygen in steel making. Improves toughness. Increases hardness ability |
| Boron | Increases hardenability. Produces fine grain size. |
| Aluminum | Forms nitride in nitriding steels. Produces fine grain size in casting. Removes oxygen in steel melting. |
| Cobalt | Increases heat and wear resistance. |
| Tungsten | Increases hardness at elevated temperatures. Refines grain size. |
| Grade | UNS Number |
Heat Treat Type | Austenitizing/ Solutioning Temperature, min or range ºF [ºC] | Cooling Media | Subcritical Annealing or Tempering Temperature, min or range ºF [ºC] | ASTM Grain S |
|
|---|---|---|---|---|---|---|---|
| Ferritic Alloy Steels | |||||||
| T2 | K11547 | full or isothermal anneal | … | … | … | … | |
| normalize and temper | … | … | … | … | |||
| subcritical anneal | … | … | 1200 to 1350 | … | |||
| [650 to 730] | |||||||
| T5 | K41545 | full or isothermal anneal | … | … | … | … | |
| normalize and temper | … | … | 1250 [675] | … | |||
| T5b | K51545 | full or isothermal anneal | … | … | … | … | |
| normalize and temper | … | … | 1250 [675] | … | |||
| T5c | K41245 | subcritical anneal | … | air or furnace | 1350 [730]C | … | |
| T9 | S50400 | full or isothermal anneal | … | … | … | … | |
| normalize and temper | … | … | 1250 [675] | … | |||
| T11 | K11597 | full or isothermal anneal | … | … | … | … | |
| normalize and temper | … | … | 1200 [650] | … | |||
| T12 | K11562 | full or isothermal anneal | … | … | … | … | |
| normalize and temper | … | … | … | … | |||
| subcritical anneal | … | … | 1200 to 1350 | … | |||
| [650 to 730] | |||||||
| T17 | K12047 | full or isothermal anneal | … | … | … | … | |
| normalize and temper | … | … | 1200 [650] | … | |||
| T21 | K31545 | full or isothermal anneal | … | … | … | … | |
| normalize and temper | … | … | 1250 [675] | … | |||
| T22 | K21590 | full or isothermal anneal | … | … | … | … | |
| normalize and temper | … | … | 1250 [675] | … | |||
| T23 | K40712 | normalize and temper | 1900–1975 | … | 1350–1470 [730–800] | … | |
| [1040–1080] | |||||||
| T24 | K30736 | normalize and tempher | 1800–1975 | … | 1350–1470 [730–800] | … | |
| [980–1080] | |||||||
| T36 | K21001 | normalize and temper | 1650 [900] | D | 1100 [595] | … | |
| T91 | K90901 | normalize and temper | 1900–1975 | … | 1350–1470 [730–800] | … | |
| [1040–1080] | |||||||
| T92 | K92460 | normalize and temper | 1900–1975 | … | 1350–1470 [730–800] | … | |
| [1040–1080] | |||||||
| T122 | K91261 | normalize and temper | 1900–1975 | … | 1350–1470 [730–800] | … | |
| [1040–1080] | |||||||
| T911 | K91061 | normalize and temper | 1900–1975 | E | 1365–1435 | … | |
| [1040–1080] | [740–780] | ||||||
| Austenitic Stainless Steels | |||||||
| TP201 | S20100 | solution treatment | 1900 [1040]F | water or other rapid cool | … | … | |
| TP202 | S20200 | solution treatment | 1900 [1040]F | water or other rapid cool | … | … | |
| XM-19 | S20910 | solution treatment | 1900 [1040]F | water or other rapid cool | … | … | |
| … | S21500 | solution treatment | 1900 [1040]F,G | water or other rapid cool | … | … | |
| … | S25700 | solution treatment | 1900 [1040]F | water or other rapid cool | … | … | |
| … | S30150: | solution treatment | 1900 [1040]F | water or other rapid cool | … | … | |
| TP304 | S30400 | solution treatment | 1900 [1040]F | water or other rapid cool | … | … | |
| TP304L | S30403 | solution treatment | 1900 [1040]F | water or other rapid cool | … | … | |
| TP304H | S30409 | solution treatment | 1900 [1040] | water or other rapid cool | … | 7 | |
| … | S30432 | solution treatment | 2000 [1100]F | water or other rapid cool | … | … | |
| … | S30434 | solution treatment | 2120 [1160] | water or other rapid cool | … | … | |
| TP304N | S30451 | solution treatment | 1900 [1040]F | water or other rapid cool | … | … | |
| TP304LN | S30453 | solution treatment | 1900 [1040]F | water or other rapid cool | … | … | |
| … | S30615 | solution treatment | 1900 [1040]F | water or other rapid cool | … | … | |
| … | S30815 | solution treatment | 1920 [1050] | water or other rapid cool | … | … | |
| TP309S | S30908 | solution treatment | 1900 [1040]F | water or other rapid cool | … | … | |
| TP309H | S30909 | solution treatment | 1900 [1040] | water or other rapid cool | … | 7 | |
| TP309Cb | S30940 | solution treatment | 1900 [1040]F | water or other rapid cool | … | … | |
| TP309HCb | S30941 | solution treatment | 1900 [1040]H | water or other rapid cool | … | 7 | |
| … | S31002 | solution treatment | 1900 [1040]F | water or other rapid cool | … | … | |
| TP310S | S31008 | solution treatment | 1900 [1040]F | water or other rapid cool | … | … | |
| TP310H | S31009 | solution treatment | 1900 [1040] | water or other rapid cool | … | 7 | |
| TP310Cb | S31040 | solution treatment | 1900 [1040]F | water or other rapid cool | … | … | |
| TP310HCb | S31041 | solution treatment | 1900 [1040]H | water or other rapid cool | … | 7 | |
| TP310HCbN | S31042 | solution treatment | 1900 [1040]F,H | water or other rapid cool | … | 7 | |
| … | S31060 | solution treatment | 1975 [1080]– | water or other rapid cool | … | 7 | |
| 2160 [1180]F | |||||||
| … | S31254 | solution treatment | 2100 [1150] | water or other rapid cool | … | … | |
| … | S31272 | solution treatment | 1920 [1050] | water or other rapid cool | … | … | |
| … | S31277 | solution treatment | 2050 [1120]F | water or other rapid cool | … | … | |
| TP316 | S31600 | solution treatment | 1900 [1040]F | water or other rapid cool | … | … | |
| Grade | UNS Designation | C | Mn | P | S | Si | Vanadium | Boron | Niobium | Nitrogen | Aluminum | Tungsten |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| T2 | K11547 | 0.10–0.20 | 0.30–0.61 | 0.025 | 0.025B | 0.10–0.30 | ... | ... | ... | ... | ... | ... |
| T5 | K41545 | 0.15 | 0.30–0.60 | 0.025 | 0.025 | 0.5 | ... | ... | ... | ... | ... | ... |
| T5b | K51545 | 0.15 | 0.30–0.60 | 0.025 | 0.025 | 1.00–2.00 | ... | ... | ... | ... | ... | ... |
| T5c | K41245 | 0.12 | 0.30–0.60 | 0.025 | 0.025 | 0.5 | ... | ... | ... | ... | ... | ... |
| T9 | K90941 | 0.15 | 0.30–0.60 | 0.025 | 0.025 | 0.25–1.00 | ... | ... | ... | ... | ... | ... |
| T11 | K11597 | 0.05–0.15 | 0.30–0.60 | 0.025 | 0.025 | 0.50–1.00 | ... | ... | ... | ... | ... | ... |
| T12 | K11562 | 0.05–0.15 | 0.30–0.61 | 0.025 | 0.025B | 0.5 | ... | ... | ... | ... | ... | ... |
| T17 | K12047 | 0.15–0.25 | 0.30–0.61 | 0.025 | 0.025 | 0.15–0.35 | 0.15 | ... | ... | ... | ... | ... |
| T21 | K31545 | 0.05–0.15 | 0.30–0.60 | 0.025 | 0.025 | 0.50–1.00 | ... | ... | ... | ... | ... | ... |
| T22 | K21590 | 0.05–0.15 | 0.30–0.60 | 0.025 | 0.025 | 0.5 | ... | ... | ... | ... | ... | ... |
| T23 | K40712 | 0.04–0.10 | 0.10–0.60 | 0.03 | 0.01 | 0.5 | 0.20–0.30 | 0.0010–0.006 | 0.02–0.08 | 0.015 | 0.03 | 1.45–1.75 |
| T24 | K30736 | 0.05–0.10 | 0.30–0.70 | 0.02 | 0.01 | 0.15–0.45 | 0.20–0.30 | 0.0015–0.007 | ... | 0.012 | 0.02 | ... |
| T36 | K21001 | 0.10–0.17 | 0.80–1.20 | 0.03 | 0.025 | 0.25–0.50 | 0.02 | ... | 0.015–0.045 | 0.02 | 0.05 | ... |
| T91 | K90901 | 0.07–0.14 | 0.30–0.60 | 0.02 | 0.01 | 0.20–0.50 | 0.18–0.25 | ... | 0.06–0.10 | 0.030–0.07 | 0.02 | ... |
| T92 | K92460 | 0.07–0.13 | 0.30–0.60 | 0.02 | 0.01 | 0.5 | 0.15–0.25 | 0.001–0.006 | 0.04–0.09 | 0.030–0.07 | 0.02 | 1.5–2.00 |
| T122 | K91271 | 0.07–0.14 | 0.7 | 0.02 | 0.01 | 0.5 | 0.15–0.30 | 0.0005–0.005 | 0.04–0.10 | 0.040– | 0.02 | 1.50–2.50 |
| T911 | K91061 | 0.09–0.13 | 0.30–0.60 | 0.02 | 0.01 | 0.10–0.50 | 0.18–0.25 | 0.0003–0.006 | 0.06–0.10 | 0.040–0.09 | 0.02 | 0.90–1.10 |
| Grade | Tensile strength (Mpa) |
Yield point(Mpa) not less than |
Elongation(%) not less than |
Impact(J) not less than |
Hardness not less than |
|---|---|---|---|---|---|
| A213 T2/SA213 T2 | ≥415 | 205 | " | 85HRB | |
| A213 T11/SA213 T11 | ≥415 | 205 | " | 85HRB | |
| A213 T22/SA213 T22 | ≥415 | 205 | " | 85HRB | |
| A213 T23/SA213 T23 | ≥510 | 400 | 20 | " | 97HRB |
| A213 T24/SA213 T24 | ≥585 | 415 | 20 | " | 25HRB |
| A213 T91/SA213 T91 | ≥585 | 415 | 20 | " | 25HRB |
| A213 T911/SA213 T911 | ≥620 | 440 | 20 | " | 25HRB |
| A213 T22/SA213 T92 | ≥620 | 440 | 20 | " | 25HRB |
| A213 T122/SA213 T122 | ≥620 | 400 | 20 | 25HRB | |
| TP304H | ≥515 | 205 | 35 | 90HRB | |
| TP316H | ≥515 | 205 | 35 | 90HRB | |
| TP321H | ≥515 | 205 | 35 | 90HRB | |
| TP347H | ≥515 | 205 | 35 | 90HRB | |
| S30432 | ≥590 | 235 | 35 | 95HRB | |
| TP310HCbN | ≥655 | 295 | 30 | 100HRB |
A Maximum, unless range or minimum is indicated. Where ellipses (...) appear in this table, there is no requirement, and analysis for the element need not be determined or reported.
B It is permissible to order T2 and T12 with a sulfur content of 0.045 max. See 16.3.
C Alternatively, in lieu of this ratio minimum, the material shall have a minimum hardness of 275 HV in the hardened condition, defined as after austenitizing and cooling to room temperature but prior to tempering.
Hardness test frequency shall be two samples of product per heat treatment lot and the hardness testing results shall be reported on the material test report.
A 213 - Seamless Alloy Steel Boiler and Heat Exchanger Tubes
| ASTMSTANDARD | UNS NO. | KOREA/JAPANES | GERMAN | BRITISH | FRENCH | ITALIAN | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| KS/JIS Symbol | KS/JIS Numbe | Remarks | DIN Type | DINNumber | MateriralNumber | Remarks | B.SNumber | B.S Grade | Remarks | AFNOR Type | NF Number | Ramarks | UNI Type | UNI Number | Ramarks | ||
| Grade T 5 | K41545 | STHA 24 / STBA 25 | D3572 / G3462 | (30)(24) | 12 CrMo 19 5 | 1.7362 | (3a) | 3606 | 625 | (30) | TUZ12C | A49-213 | (3a)(32) | Dalmine 234(3b) | |||
| Grade T 11 | K11597 | STHA 22 / STBA 24 | D3572 / G3462 | (30)(24) | 13 CrMo 44 | 17175 | 1.7335 | (8)(32) | 3606 | 621 | (30) | 5.05 | (3b)(32) | Dalmine 227(3b) |
|||
| Grade T 12 | K11562 | STHA 21 / STBA 22 | D3572 / G3462 | (30)(24) | 13 CrMo 44 |
17175 | 1.7335 | (32) | 3606 | 620 | (30) | TU 10 CD 5.05 | |||||
| Grade T 22 | K21590 | STHA 23 / STBA 24 | D3572 / G3462 | (30)(24) | 10 CrMo 9 10 | 17175 | 1.7380 | (32) | 3606 | 622 | (30)(32) | (3a)(32) | 12 CrMo 9 10 | 5462 | Dalmine 235(3b) | ||
| TP 304 | S30400 | STS 304 TB / SUS 304 TB | D3577 / G3463 | (30)(24) | X5 CrNi 18 9 | 17440 | 1.4301 | (3b) | 3606 | 304S25 | (30) | TU 10 CD 9.10 | A49-218 | (3b) | X5 CrNi 18 10 | 6904 | (3b) |
| TP 304L | S31403 | STS 304LTB / SUS 304LTB | D3577 / G3463 | (30)(24) |
X2 CrNi 18 9 | 17440 | 1.4306 | (3b) | 3606 | 304S22 | (30) | Z 6 CN 18.09 | A49-218 | (3b) | X2 CrNi 18 11 | 6904 | (3b) |
| TP 310 | S31000 | STS 310STB/SUS 210STB | D3577 / G3463 | (30)(24) | X12 CrNi 2528 | 1.4845 | WBL-470(3b) |
(3) | Z 2 CN 18.09 | (3) | X22CrNi 25 20 | 6904 | (3b)(11) | ||||
| TP 316 | S31600 | STS 316TB / SUS 316TB | D3577 / G3463 | (30)(24) | X5 CrNiMo 18 10 | 17440 | 1.4401 | (3b) | 3606 | 316S30 | (30) | A49-218 | (3b) | X5 CrNiMo 17 12 | 6904 | (3b) | |
| TP 316L | S211603 | STS 316LTB /SUS 316LTB | D3577 / G3463 | (30)(24) | X2 CrNiMo 18 10 | 17440 | 1.4404 | (3b) | 3606 | 316S29 | (30) | Z 6 CND 17.12 | A49-218 | (3b) | X2 CrNiMo 17 12 | 6904 | (3b) |
| TP 321 | S32100 | STS 312TB/SUS 321TB | D3577 / G3463 | (30)(24) | X10 CrNiTi 18 9 | 17440 | 1.4541 | (3b) | 3606 | 321S22 | (30) | Z2 CND 17.13 | A49-218 | (3b) | X6 CrNiTi 18 11 | 6904 | (3b) |
| TP 347 | S34700 | STS 347TB / SUS 347TB | D3577 / G3463 | (30)(24) | X10 CrNiNb 18 9 | 17440 | 1.4550 | (3b) | 3606 | 347S17 | (30) | Z6 CNT 18.11 | A49-218 | (3b) | X6 CrNiNb 18 11 | 6904 | (3b) |
| Z 6 CNNb 18.11 | |||||||||||||||||

Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.
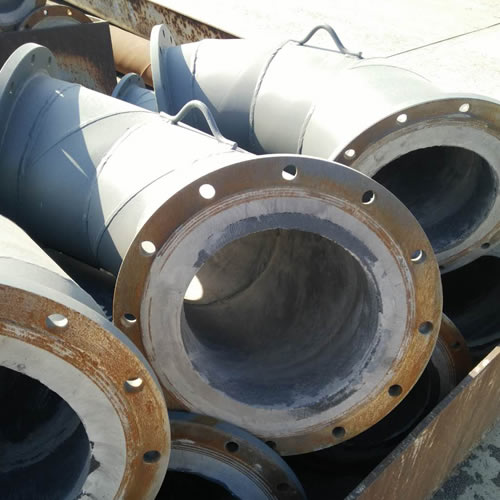
Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.