Pipe elbows
Pipe elbows are versatile pipe fittings used to make turns in piping systems, available in various angles and materials.

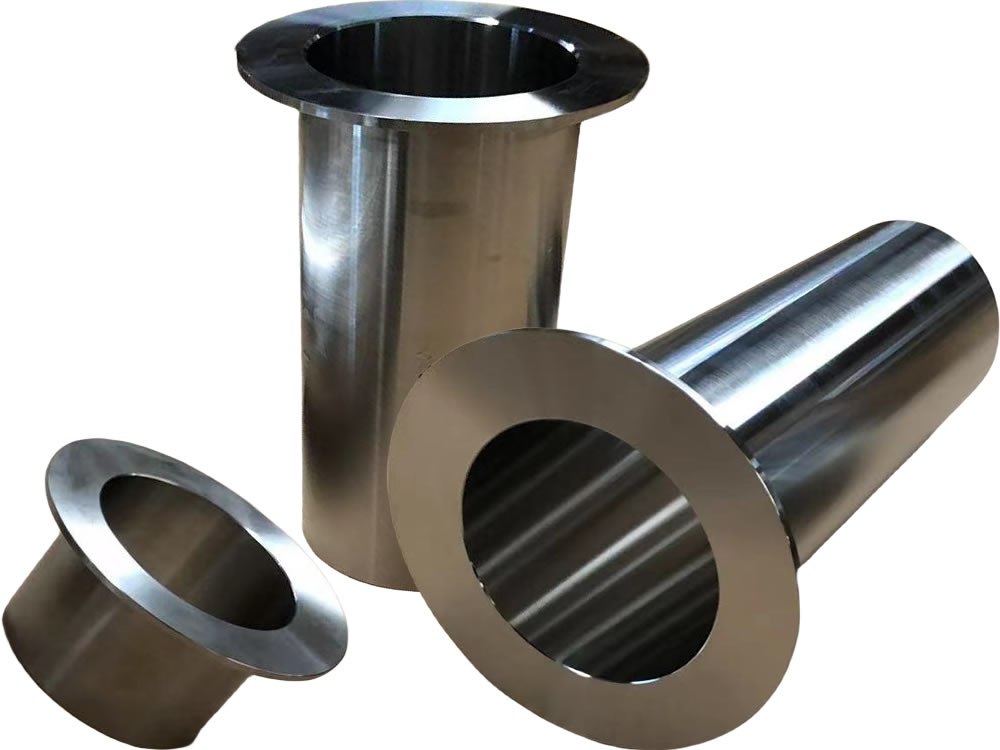
ASME/ANSI B16.9 pipe end caps are designed for sealing open pipe ends, ensuring system integrity and preventing leaks. They are manufactured to meet ASME/ANSI B16.9 standards, ensuring quality and reliability.
Download PDFASME/ANSI B16.9 pipe end caps are designed to provide a secure seal at the end of a pipe. They are manufactured according to the ASME/ANSI B16.9 standard, which specifies the dimensions, tolerances, and markings for wrought steel butt-welding fittings, including end caps.
Pipe end caps are used in pipeline systems where a tight shut-off is required. They are ideal for applications where a secure seal is needed at the end of a pipe run, preventing ingress of contaminants and maintaining system pressure.
These end caps are typically made from forged steel to provide maximum strength. The forged construction offers superior strength compared to cast end caps, making them suitable for high-pressure drop services. They are designed to be welded to the end of a pipe, ensuring a strong and durable seal.
ASME/ANSI B16.9 pipe end caps are essential components in piping systems where an open end must be sealed. They are designed to be welded to the pipe, providing a secure and reliable seal.
ASME B16.28 is a standard that provides the requirements for the fabrication and installation of butt-welded short radius elbows and returns. These fittings are commonly used in piping systems to change the direction of flow and are typically manufactured from carbon steel, stainless steel, or other alloy materials.
The application of ASME B16.28 is in industries that involve the transportation of fluids or gases such as oil and gas, chemical processing, power generation, and water treatment. These fittings are designed to withstand high pressure and temperature variations, making them suitable for use in a wide range of applications. The standard provides guidelines on the dimensions, tolerances, materials, and testing requirements for the manufacture and installation of short radius elbows and returns, ensuring their safe and effective use in piping systems.
The term wrought denotes fittings made of pipe, tubing, plate, or forgings.
Fabricated fittings employing intersection welds are not covered by this Standard. Design of such fittings is covered in the ASME B31, Code for Pressure Piping or the ASME Boiler and Pressure Vessel Code.
Referenced Standards. Standards and specifications adopted by reference in this Standard are shown in Annex B, which is part of this Standard. It is not considered practical to identify the specific edition of each standard and specification in the individual references. Instead the specific edition reference is identified in Annex B. A product made in conformance with a prior edition of reference standards and in all other respects conforming to this Standard will be considered to be in conformance.
Codes and Regulations. A fitting used under the jurisdiction of the ASME Boiler and Pressure Vessel Code, the ASME Code for Pressure Piping, or a governmental regulation is subject to any limitation of that code or regulation. This includes any maximum temperature limitation or rule governing the use of a material at low temperature.
Criteria for selection of fitting types and materials suitable for particular fluid service are not within the scope of this Standard.
Installation welding requirements are outside the scope of this Standard. Installation welding shall be done in accordance with the applicable piping code or regulation covering the piping system into which the fittings are installed.

Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.
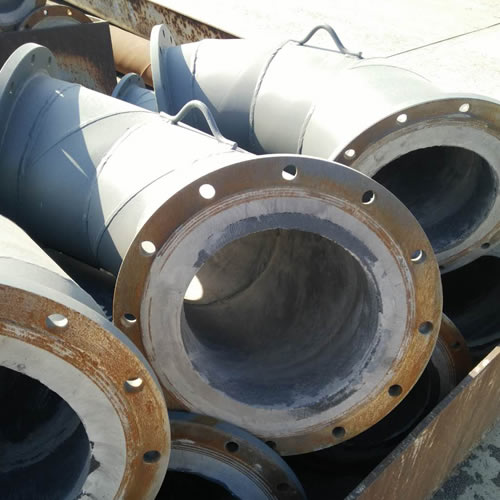
Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.